
Hệ thống băng tải tự động
Quy trình Lắp đặt Hệ thống Băng tải Tự động: Đảm bảo Độ Chính xác và An toàn Vận hành

Lắp đặt hệ thống băng tải tự động là quá trình kỹ thuật phức tạp, yêu cầu chính xác tuyệt đối để đảm bảo OEE cao, Throughput tối ưu và giảm Downtime. Sai sót trong căn chỉnh cơ khí hay đấu nối điện có thể gây hao mòn, rung lắc và lỗi điều khiển. Quy trình chuẩn gồm năm giai đoạn: Chuẩn bị nền tảng, Lắp đặt cơ khí, Thi công điện & tự động hóa, Lập trình PLC và Nghiệm thu hệ thống (FAT/SAT), với các yêu cầu kỹ thuật then chốt như Khóa liên động và độ chính xác vị trí cao, giúp hệ thống vận hành an toàn và hiệu quả ngay từ ngày đầu tiên.
1. Giai đoạn Chuẩn bị: Nền tảng cho một Quy trình Lắp đặt Hoàn hảo
1.1. Khảo sát Thực địa và Chuẩn bị Mặt bằng
Khảo sát thực địa phải xác minh sự tương đồng giữa bản vẽ thiết kế (Layout Drawing) với điều kiện vật lý thực tế của nhà máy. Kỹ sư dự án cần kiểm tra các thông số quan trọng như kích thước không gian lắp đặt, vị trí chính xác của các cột chịu lực, đường ống dẫn khí/nước hiện có, và sự hiện diện của bất kỳ vật cản nào chưa được tính đến. Việc này là thiết yếu để tránh xung đột vật lý trong quá trình lắp đặt khung sườn.
Đội ngũ thi công phải đánh dấu và định vị chính xác các điểm neo cố định (Anchor Points) trên sàn. Độ phẳng và khả năng chịu tải của sàn cần được kiểm tra kỹ lưỡng, đảm bảo nền móng đủ ổn định để triệt tiêu rung động và chịu được tổng tải trọng tĩnh/động của toàn bộ hệ thống băng tải và vật phẩm vận chuyển.
Sự chuẩn bị mặt bằng đúng quy chuẩn là nền tảng cho Alignment cơ khí hoàn hảo. Khu vực lắp đặt cần được rào chắn và cảnh báo đầy đủ, thiết lập một kho chứa tạm thời an toàn để bảo quản các linh kiện nhạy cảm khỏi bụi bẩn và độ ẩm.
1.2. Kiểm tra Vật tư và Linh kiện Băng tải
Quy trình kiểm tra vật tư bắt buộc phải thực hiện dựa trên danh sách chi tiết BOM (Bill of Materials) đã được phê duyệt. Việc kiểm đếm này đảm bảo sự đầy đủ về số lượng và chủng loại của mọi chi tiết, từ các module khung băng tải lớn cho đến các chi tiết nhỏ như cảm biến và dây dẫn.
Chất lượng của các thành phần cơ khí cần được kiểm tra trực quan, đặc biệt là độ thẳng của các module sườn, chất lượng mối hàn, và lớp sơn phủ bảo vệ. Các linh kiện điện tử quan trọng phải được kiểm tra nghiêm ngặt hơn; chẳng hạn như motor, hộp giảm tốc, bộ điều khiển PLC, và Biến tần/VFD cần được xác nhận thương hiệu, công suất, và tình trạng niêm phong.
Bất kỳ hư hỏng vật lý nào trên các bộ phận này phải được ghi nhận ngay lập tức. Việc bảo quản vật tư phải tuân thủ các điều kiện môi trường khuyến nghị, đặc biệt đối với các thiết bị nhạy cảm như PLC và cảm biến quang cần được giữ trong môi trường khô ráo, tránh bụi.

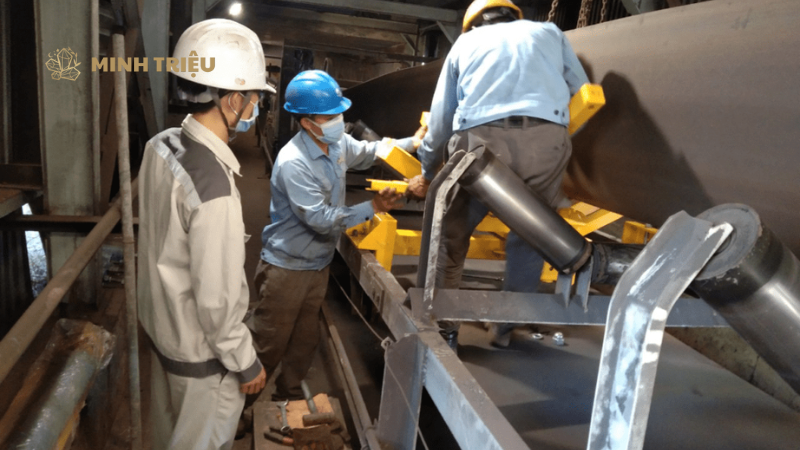
2. Lắp đặt Cơ khí Chính xác: Xây dựng Khung xương Hệ thống
2.1. Lắp đặt Khung và Chân đỡ
Lắp ráp khung sườn cơ bản là bước đầu tiên trong việc xây dựng cấu trúc vật lý của băng tải. Đội ngũ kỹ thuật cần tuân thủ thứ tự lắp ráp module nghiêm ngặt theo bản vẽ, đảm bảo các khớp nối được siết chặt với mô-men xoắn quy định. Việc cố định chân đỡ phải được thực hiện bằng cách sử dụng các bu-lông neo đã được chọn lọc, phù hợp với loại sàn và tải trọng dự kiến.
Yêu cầu quan trọng nhất đặt ra là đạt Alignment (độ thẳng hàng) và độ cân bằng tuyệt đối trên toàn bộ tuyến băng tải. Kỹ sư phải sử dụng các thiết bị đo lường độ chính xác cao, ví dụ như máy thủy bình laser (Laser Level) và thước đo góc chính xác, để đảm bảo độ lệch không vượt quá dung sai cho phép (thường là dưới $\pm 1$ mm trên chiều dài $10$ mét). Sai lệch cơ khí có thể dẫn đến rung động dữ dội khi vận hành ở tốc độ cao và giảm tuổi thọ của vòng bi.
2.2. Lắp đặt Dây băng tải và Bộ căng (Tensioning Unit)
Lắp đặt dây băng tải (Belt/Chain) cần tuân thủ hướng quay và các điểm nối đã được nhà sản xuất đánh dấu. Độ căng của dây băng tải cần được thiết lập ở mức độ tối ưu, đây là yếu tố ảnh hưởng trực tiếp đến lực ma sát truyền động và sự trượt dây. Quá trình này yêu cầu sử dụng bộ căng dây đai (Take-up Unit), thường là cơ cấu vít me hoặc khí nén, để điều chỉnh độ căng theo thông số kỹ thuật (ví dụ: độ võng tối đa cho phép).
Dây băng tải quá lỏng sẽ gây ra hiện tượng trượt, làm giảm Thông lượng và gây mòn không đều. Dây băng tải quá căng sẽ làm tăng tải trọng lên motor và vòng bi, gây lãng phí năng lượng và giảm tuổi thọ cơ khí. Kiểm tra toàn bộ con lăn dẫn hướng và con lăn chịu tải cần được thực hiện, đảm bảo chúng quay trơn tru và không bị kẹt hay bám dính vật liệu thừa.
2.3. Căn chỉnh Motor và Hộp giảm tốc
Việc căn chỉnh motor và hộp giảm tốc đóng vai trò quyết định đến hiệu suất truyền động và độ bền bỉ lâu dài của hệ thống. Motor và hộp giảm tốc cần được gắn vào vị trí đã được thiết kế trên khung sườn, đảm bảo chúng được siết chặt và không bị dịch chuyển khi chịu tải. Kỹ thuật căn chỉnh trục (Shaft Alignment) phải được thực hiện tỉ mỉ, đây là bước quan trọng nhất trong việc kết nối các trục truyền động.
Các chuyên gia sử dụng thiết bị căn chỉnh laser chuyên dụng để đảm bảo sự đồng tâm và độ song song giữa trục motor và trục hộp giảm tốc nằm trong giới hạn sai số cực nhỏ. Sự căn chỉnh không chính xác sẽ gây ra ma sát và nhiệt lượng dư thừa, làm giảm hiệu suất truyền tải lực và dẫn đến hỏng hóc sớm của phớt chắn dầu và bạc đạn. Việc cố định các bộ phận truyền động phụ trợ như bánh xích hoặc đai V cũng cần được kiểm tra, đảm bảo chúng được lắp đặt cân bằng và đúng chiều.
3. Lắp đặt Hệ thống Điện và Tự động hóa
3.1. Thi công Tủ điều khiển và Đấu nối Nguồn
Việc thi công tủ điều khiển cần đảm bảo tuân thủ các tiêu chuẩn kỹ thuật về an toàn điện và bố trí linh kiện hợp lý. Tủ điều khiển chính (Main Control Panel) phải được lắp đặt ở vị trí dễ tiếp cận, đảm bảo khả năng làm mát và bảo trì. Các thiết bị quan trọng phải được bố trí khoa học bên trong tủ, bao gồm bộ điều khiển PLC, các Biến tần/VFD điều khiển motor, bộ cấp nguồn (Power Supply), và các thiết bị bảo vệ (MCCB, Relay).
Đấu nối nguồn điện chính cần được thực hiện bởi kỹ sư điện chuyên nghiệp, đảm bảo hệ thống tiếp địa (Grounding) chính xác để triệt tiêu nhiễu điện từ và bảo vệ người vận hành. Tất cả các dây dẫn phải được đánh dấu và ghi nhãn (Labeling) rõ ràng ở cả hai đầu, phục vụ cho công tác truy vết lỗi và bảo trì sau này. Việc kiểm tra điện áp và dòng điện tại các điểm cấp nguồn phải được thực hiện trước khi kết nối với các thiết bị nhạy cảm.
3.2. Lắp đặt Cảm biến và Thiết bị Cấp trường
Cảm biến và thiết bị cấp trường (Field Devices) là đôi mắt của hệ thống tự động hóa, cần được lắp đặt với độ chính xác và căn chỉnh tối ưu. Các cảm biến quan trọng phải được lắp đặt tại các vị trí chiến lược, bao gồm cảm biến quang (Photoelectric Sensors) để phát hiện vật phẩm, cảm biến tốc độ (Encoder) để cung cấp phản hồi chuyển động, và công tắc hành trình để giới hạn hành trình cơ khí.
Việc căn chỉnh cảm biến cần được thực hiện tỉ mỉ, ví dụ như căn chỉnh độ hội tụ của cảm biến quang để tránh việc bỏ sót các vật phẩm nhỏ hoặc vật phẩm có bề mặt phản xạ kém. Các nút dừng khẩn cấp (E-stop) phải được lắp đặt tại các điểm dễ tiếp cận dọc theo tuyến băng tải, đảm bảo tuân thủ tiêu chuẩn an toàn máy móc. Tất cả các dây tín hiệu phải được đi trong ống bảo vệ (Conduit) để chống nhiễu và bảo vệ vật lý, đặc biệt là cáp Encoder và cáp mạng.

3.3. Kết nối Mạng Công nghiệp và Hệ thống Giám sát
Thiết lập mạng công nghiệp là cầu nối thông tin giữa cấp điều khiển và cấp giám sát. Việc này đòi hỏi đấu nối cáp mạng tiêu chuẩn (ví dụ: cáp Ethernet công nghiệp CAT5e/CAT6) giữa bộ điều khiển PLC, Biến tần/VFD, và các thiết bị thông minh khác (Robot, Sorter). Lựa chọn giao thức truyền thông cần được thống nhất trong giai đoạn thiết kế, thường là Profinet hoặc Ethernet/IP, đảm bảo tốc độ và độ tin cậy của luồng dữ liệu.
Kỹ sư mạng cần thiết lập các địa chỉ IP và tên thiết bị (Device Names) theo sơ đồ mạng đã định. Hệ thống giám sát SCADA/MES cần được kết nối với PLC thông qua cổng truyền thông chuyên dụng. Việc kiểm tra kết nối cần được thực hiện bằng phần mềm chẩn đoán, đảm bảo PLC có thể đọc và ghi dữ liệu real-time từ tất cả các thiết bị cấp trường.
4. Lập trình và Hiệu chỉnh Hệ thống
4.1. Lập trình Logic Điều khiển (PLC Programming)
Lập trình PLC cần triển khai logic vận hành cơ bản (khởi động/dừng, chạy xuôi/ngược) và logic an toàn nâng cao. Logic vận hành phải bao gồm việc đọc dữ liệu từ cảm biến và Encoder để điều khiển motor thông qua Biến tần/VFD. Điểm kỹ thuật quan trọng nhất là thiết lập logic Khóa liên động (Interlock Signal) giữa các phân đoạn băng tải.
Khóa liên động đảm bảo băng tải tiếp theo chỉ khởi động khi băng tải trước đã hoàn thành việc chuyển vật phẩm hoặc khi vật phẩm đã được xử lý xong bởi Robot hoặc máy chuyên dụng. Lập trình nâng cao phải bao gồm việc quản lý trạng thái lỗi, cho phép PLC tự động thử khởi động lại hoặc kích hoạt quy trình dừng an toàn khi lỗi nghiêm trọng xảy ra. Mã chương trình cần được viết rõ ràng, dễ bảo trì, và sử dụng các khối chức năng tiêu chuẩn.
4.2. Hiệu chuẩn và Kiểm tra Tốc độ
Hiệu chuẩn tốc độ là cần thiết để đảm bảo tốc độ thực tế của dây băng tải khớp hoàn toàn với tốc độ yêu cầu được đặt trên HMI (Human-Machine Interface) hoặc trong PLC. Kỹ sư phải sử dụng thiết bị đo tốc độ chuyên dụng (ví dụ: máy đo tốc độ tiếp xúc hoặc không tiếp xúc) để xác định tốc độ vật lý.
Sự sai khác này được điều chỉnh thông qua việc tinh chỉnh tham số tỉ lệ (Scaling Factor) trong Biến tần/VFD hoặc logic điều khiển PLC. Kiểm tra tải tĩnh và tải động phải được thực hiện sau khi hiệu chuẩn tốc độ. Việc chạy thử với tải trọng tối đa đảm bảo motor và Biến tần/VFD hoạt động ổn định, không quá nhiệt, và hệ thống cơ khí không phát sinh rung động quá mức.
Giai đoạn này bao gồm việc đạt Zone Synchronization (đồng bộ hóa vùng), đảm bảo tốc độ các phân đoạn liên tiếp nhau được điều chỉnh chính xác để duy trì khoảng cách vật phẩm tối ưu.

4.3. Kiểm tra Chức năng An toàn
Kiểm tra chức năng an toàn là bước không thể thiếu, đảm bảo sự bảo vệ tối đa cho người vận hành và thiết bị. Tất cả các nút Dừng Khẩn cấp (E-stop) phải được thử nghiệm độc lập. Việc này xác minh rằng việc nhấn nút sẽ ngay lập tức cắt nguồn cấp năng lượng cho motor và kích hoạt phanh nếu có, theo đúng tiêu chuẩn an toàn.
Các thiết bị an toàn khác cần được kiểm tra chức năng, chẳng hạn như công tắc kéo dây (Pull Cord Switch) dọc theo băng tải, cảm biến an toàn (Safety Light Curtain) tại các khu vực Robot hoặc máy chuyên dụng. Quy trình kiểm tra phải mô phỏng các tình huống lỗi thực tế (ví dụ: vật phẩm bị kẹt, quá tải motor) để xác minh Khóa liên động và các quy trình dừng an toàn được kích hoạt chính xác. Hệ thống cảnh báo (Alarm System) cần được kiểm tra, đảm bảo thông báo lỗi hiển thị rõ ràng trên SCADA và HMI.
Các Bước Kiểm tra An toàn Cốt lõi (Safety Function Test):
- Kiểm tra Tác động và Thời gian Dừng của E-stop (Cắt nguồn motor).
- Kiểm tra Chức năng Khóa liên động (Interlock Signal) (Ngăn băng tải tiếp theo chạy).
- Kiểm tra Cảm biến Bán kính An toàn tại khu vực Robot.
- Kiểm tra Độ chính xác của Cảm biến Vượt tốc (Overspeed Sensor) (Nếu có).
5. Nghiệm thu và Bàn giao Hệ thống (FAT/SAT)
5.1. Kiểm thử Chấp nhận tại Nhà máy (FAT – Factory Acceptance Test)
Kiểm thử FAT được thực hiện tại xưởng lắp ráp của nhà cung cấp, trước khi hệ thống được vận chuyển đến địa điểm lắp đặt cuối cùng. Mục đích chính của FAT là xác minh mọi chức năng logic, lập trình PLC, và tích hợp phần mềm WMS/MES giả lập.
Quá trình này bao gồm việc chạy thử hệ thống ở chế độ mô phỏng (Simulation Mode) hoặc với tải giả. Kỹ sư cần xác minh logic Khóa liên động hoạt động chính xác theo các kịch bản lỗi đã định trước, chẳng hạn như lỗi cảm biến hoặc tắc nghẽn vật phẩm. FAT giúp phát hiện và sửa chữa lỗi lập trình trước khi hệ thống được đưa vào vận hành thực tế, giúp tiết kiệm thời gian và chi phí Downtime tại nhà máy của khách hàng.
5.2. Kiểm thử Chấp nhận tại Địa điểm (SAT – Site Acceptance Test)
Kiểm thử SAT là bước nghiệm thu cuối cùng, được thực hiện tại địa điểm lắp đặt, sử dụng vật phẩm và tải trọng sản xuất thực tế. Quá trình SAT xác minh hiệu suất vận hành thực tế của hệ thống, bao gồm đạt Thông lượng (Throughput) thiết kế và Cycle Time đã cam kết. Kỹ sư cần theo dõi các chỉ số KPI quan trọng trên hệ thống SCADA/MES để chứng minh khả năng của băng tải.
SAT bao gồm việc chạy thử ở tốc độ tối đa và tải tối đa liên tục trong một khoảng thời gian dài (ví dụ: 4 – 8 giờ), đảm bảo độ ổn định cơ khí và điện tử. Hồ sơ kỹ thuật phải được bàn giao đầy đủ, bao gồm bản vẽ hoàn công (As-built Drawings), sơ đồ đấu nối điện, và các tài liệu hướng dẫn vận hành.

5.3. Huấn luyện Vận hành và Bảo trì
Huấn luyện đội ngũ vận hành là bước cuối cùng để đảm bảo hệ thống được khai thác tối ưu. Khóa đào tạo cần cung cấp kiến thức chuyên sâu về giao diện HMI, cho phép người vận hành giám sát trạng thái, đặt lại lỗi đơn giản, và chuyển đổi chế độ vận hành.
Đội ngũ kỹ thuật viên cần được đào tạo về quy trình xử lý sự cố cấp độ 2, sử dụng phần mềm PLC và SCADA để chẩn đoán lỗi. Việc đào tạo phải tập trung vào chiến lược Bảo trì Dự đoán (Predictive Maintenance), giúp kỹ thuật viên nhận diện các dấu hiệu cảnh báo sớm (ví dụ: tăng dòng điện motor từ VFD/Biến tần). Việc này trang bị cho đội ngũ khả năng tự chủ, giảm thiểu sự phụ thuộc vào nhà cung cấp và ngăn chặn Downtime kéo dài.
6. Kết luận
Việc tuân thủ quy trình lắp đặt hệ thống băng tải chi tiết và kỷ luật là chìa khóa để chuyển đổi một tập hợp linh kiện rời rạc thành một Hệ thống tự động hóa sản xuất liền mạch và hiệu quả. Mỗi bước từ Alignment cơ khí chính xác đến lập trình Khóa liên động trong PLC đều là yếu tố không thể tách rời quyết định tuổi thọ và khả năng đạt Thông lượng của hệ thống. Doanh nghiệp cần nhận thức rằng đầu tư vào sự chính xác tuyệt đối trong lắp đặt chính là đầu tư vào OEE bền vững và sự ổn định lâu dài của dây chuyền. Hệ thống băng tải được lắp đặt chuẩn mực sẽ giảm thiểu chi phí vận hành, tối đa hóa lợi nhuận, và tăng cường khả năng cạnh tranh trong môi trường Công nghiệp 4.0.