
Gia công cơ khí chinh xác
Công Nghệ Gia Công Áp Lực Là Gì? Tất Tần Tật Về Các Phương Pháp Định Hình Kim Loại
Cập nhật lần cuối 28 Tháng 6, 2025 bởi nthung
Trong thế giới rộng lớn của ngành cơ khí chế tạo, công nghệ gia công áp lực đóng một vai trò nền tảng, được ví như nghệ thuật của những người thợ rèn bậc thầy được nâng tầm bởi khoa học và kỹ thuật hiện đại.
Đây là phương pháp cốt lõi biến những khối kim loại thô sơ, vô tri thành các chi tiết, sản phẩm có hình dáng và đặc tính cơ học vượt trội, phục vụ cho mọi mặt của đời sống và sản xuất.
Bản chất của nó không phải là cắt gọt, loại bỏ vật liệu, mà là “nắn” và “ép” kim loại ở trạng thái dẻo, bảo toàn gần như toàn bộ vật liệu ban đầu, biến nhược điểm thành ưu điểm và tạo ra những sản phẩm có độ bền mà các phương pháp khác khó có thể sánh được.
Từ chiếc khung xe máy bạn đi hàng ngày, chiếc vỏ lon nước giải khát, cho đến những chi tiết phức tạp trong động cơ máy bay, tất cả đều mang đậm dấu ấn của công nghệ gia công kim loại bằng áp lực.
Để cung cấp một cái nhìn toàn cảnh và sâu sắc nhất, bài viết này sẽ là một hành trình khám phá chi tiết, có hệ thống về lĩnh vực quan trọng này.
Chúng ta sẽ bắt đầu bằng việc trả lời câu hỏi căn bản nhất: gia công áp lực là gì? Sau đó, bài viết sẽ đi sâu phân tích bản chất của phương pháp gia công áp lực là gì ở cấp độ vi mô, làm rõ tại sao nó lại có khả năng cải thiện cơ tính vật liệu một cách kỳ diệu.
Tiếp theo, chúng ta sẽ khảo sát một cách chi tiết từng phương pháp gia công áp lực phổ biến nhất, từ cán, rèn, ép, kéo cho đến dập, với những ví dụ ứng dụng thực tế.
Cuối cùng, vai trò không thể thiếu trong công đoạn chế tạo phôi bằng phương pháp gia công áp lực sẽ được làm nổi bật, cho thấy tầm quan trọng chiến lược của nó trong chuỗi cung ứng sản xuất hiện đại.
Gia Công Áp Lực Là Gì? Toàn Bộ Kiến Thức Cần Biết
Định nghĩa chính xác và đầy đủ nhất
Gia công áp lực là gì? Đó là một nhóm các phương pháp công nghệ nhằm chế tạo các chi tiết kim loại bằng cách sử dụng ngoại lực cực lớn tác động lên phôi, khiến kim loại biến dạng ở trạng thái dẻo để đạt được hình dạng và kích thước yêu cầu.
Điểm cốt lõi làm nên sự khác biệt của phương pháp này là nó không tạo ra phoi (vật liệu thừa bị cắt bỏ), qua đó bảo toàn gần như trọn vẹn khối lượng kim loại ban đầu.
Ngoại lực này có thể được tạo ra bởi các thiết bị như máy ép thủy lực, búa máy, máy cán, và tác động lên phôi ở cả trạng thái nguội (nhiệt độ phòng) hoặc trạng thái nóng (kim loại được nung nóng đến nhiệt độ phù hợp để tăng tính dẻo).
Mục tiêu cuối cùng là sắp xếp lại cấu trúc tinh thể bên trong kim loại, định hình nó theo một khuôn mẫu mong muốn mà vẫn duy trì được tính liên tục và nguyên khối của vật liệu.
Bản chất của phương pháp gia công áp lực là gì?
Bản chất của phương pháp gia công áp lực là quá trình biến dạng dẻo có kiểm soát của kim loại ở cấp độ vi mô, dựa trên các cơ chế trượt và song tinh trong cấu trúc mạng tinh thể.
Khi một ngoại lực đủ lớn tác động lên phôi kim loại, vượt qua giới hạn đàn hồi nhưng chưa đến giới hạn bền, các mặt phẳng tinh thể sẽ bắt đầu trượt lên nhau dọc theo các phương có mật độ nguyên tử dày đặc nhất.
Quá trình này được gọi là trượt.
Đồng thời, một phần của tinh thể có thể xoay đối xứng qua một mặt phẳng nhất định, tạo thành một vùng mới gọi là song tinh.
Sự dịch chuyển hàng loạt của các sai lệch mạng tinh thể (dislocation) chính là cơ chế vi mô của biến dạng dẻo.
Kết quả của quá trình này không chỉ là sự thay đổi về hình dáng vĩ mô, mà còn là sự tái tổ chức cấu trúc hạt bên trong.
Các hạt tinh thể ban đầu, vốn có thể to và phân bố ngẫu nhiên, sẽ bị kéo dài, vỡ nhỏ và định hướng lại theo chiều biến dạng, tạo ra một cấu trúc thớ kim loại bền chắc và đồng đều hơn.
Đây chính là lý do tại sao các sản phẩm từ công nghệ gia công áp lực thường có cơ tính (độ bền, độ cứng, độ dai va đập) vượt trội so với phôi đúc ban đầu.
Để làm rõ hơn, chúng ta hãy so sánh trực tiếp với phương pháp gia công phổ biến khác là gia công cắt gọt.
Bảng 1: So sánh Công nghệ Gia công Áp lực và Gia công Cắt gọt
| Tiêu chí | Công nghệ Gia công Áp lực | Gia công Cắt gọt (Tiện, Phay, Bào…) |
|---|---|---|
| Nguyên lý | Biến dạng dẻo kim loại để định hình. | Loại bỏ vật liệu thừa (phoi) khỏi phôi. |
| Vật liệu | Không tạo ra phoi, tiết kiệm vật liệu tối đa. | Tạo ra lượng lớn phoi, gây lãng phí vật liệu. |
| Cơ tính sản phẩm | Cải thiện đáng kể, tạo thớ kim loại liên tục, tăng độ bền. | Phá vỡ thớ kim loại tại bề mặt gia công, có thể tạo ứng suất dư. |
| Năng suất | Rất cao đối với sản xuất hàng loạt (cán, dập). | Thấp hơn, phụ thuộc vào từng nguyên công. |
| Độ chính xác | Thấp hơn, thường cần gia công tinh sau đó. | Rất cao, có thể đạt độ chính xác cấp micron. |
| Độ bóng bề mặt | Trung bình, bề mặt có thể bị oxy hóa (gia công nóng). | Rất cao, có thể đạt độ bóng gương. |
| Hình dạng chi tiết | Phù hợp với các chi tiết có dạng khối, tấm, thanh.
Khó tạo hình phức tạp. |
Có thể tạo ra các chi tiết có hình dạng cực kỳ phức tạp. |
| Thiết bị | Yêu cầu máy móc công suất lớn, lực ép/va đập mạnh. | Đa dạng, từ máy công cụ đơn giản đến trung tâm gia công CNC. |
Phân Tích Sâu Ưu và Nhược Điểm Của Công Nghệ Gia Công Áp Lực
Mọi phương pháp công nghệ đều có những thế mạnh và hạn chế riêng, và công nghệ gia công áp lực cũng không ngoại lệ.
Việc hiểu rõ các yếu tố này giúp các kỹ sư và nhà sản xuất lựa chọn được giải pháp tối ưu nhất cho sản phẩm của mình.
Những ưu điểm không thể phủ nhận
- Cải thiện cơ tính vật liệu một cách vượt trội:
- Đây là ưu điểm vàng của gia công áp lực.
- Quá trình biến dạng dẻo có định hướng sẽ “tôi luyện” kim loại, làm cho các hạt tinh thể trở nên nhỏ mịn, đồng thời tạo ra một cấu trúc thớ kim loại liên tục, chạy dọc theo các biên dạng chịu lực chính của chi tiết.
- Cấu trúc thớ này tương tự như các sợi gỗ trong một tấm ván, giúp sản phẩm có khả năng chống lại sự phá hủy, mỏi và va đập tốt hơn rất nhiều so với vật liệu đúc có cấu trúc hạt đẳng hướng.
- Tối ưu hóa việc sử dụng vật liệu:
- Đặc tính “gia công không phoi” làm cho phương pháp này trở nên cực kỳ hiệu quả về mặt kinh tế.
- Gần như 100% khối lượng phôi ban đầu được chuyển hóa thành sản phẩm cuối cùng.
- Điều này không chỉ giúp giảm chi phí nguyên vật liệu mà còn giảm chi phí xử lý phế thải, góp phần vào sản xuất bền vững.
- Năng suất sản xuất ấn tượng:
- Đối với các sản phẩm tiêu chuẩn hóa cần sản xuất với số lượng lớn, các phương pháp gia công áp lực như cán, dập, ép cho thấy hiệu quả vượt trội.
- Các máy móc hiện đại có thể hoạt động liên tục với tốc độ cao, tạo ra hàng ngàn sản phẩm mỗi giờ, giúp hạ giá thành sản phẩm một cách đáng kể.
- Khả năng tạo ra các chi tiết có thớ định hướng:
- Như đã đề cập, việc kiểm soát dòng chảy của kim loại trong quá trình biến dạng cho phép tạo ra các chi tiết có thớ được sắp xếp một cách có chủ đích.
- Điều này cực kỳ quan trọng đối với các bộ phận chịu tải trọng cao và có chu kỳ như trục khuỷu động cơ, tay biên, móc cẩu, vì thớ kim loại sẽ được định hướng để chống lại các lực tác động chính.
Một số hạn chế cần xem xét
- Độ chính xác và chất lượng bề mặt bị giới hạn:
- Do sự biến dạng đàn hồi của vật liệu và dụng cụ, cũng như sự co ngót khi làm nguội (đối với gia công nóng), độ chính xác kích thước của sản phẩm gia công áp lực thường không cao bằng gia công cắt gọt.
- Bề mặt sản phẩm, đặc biệt là sau khi gia công nóng, thường có một lớp vảy oxit, yêu cầu phải có các bước làm sạch và gia công tinh sau đó.
- Khó khăn trong việc chế tạo các biên dạng phức tạp:
- Công nghệ gia công áp lực gặp khó khăn khi phải tạo ra các chi tiết có hình dáng lồi lõm, nhiều lỗ rãnh nhỏ hoặc các thành mỏng, sắc nét.
- Dòng chảy của kim loại bị hạn chế trong các không gian hẹp, có thể không điền đầy hết lòng khuôn hoặc tạo ra các khuyết tật.
- Yêu cầu về thiết bị và vốn đầu tư ban đầu lớn:
- Để tạo ra lực biến dạng kim loại, các máy móc như máy ép, máy cán, búa máy thường có kích thước đồ sộ, công suất cực lớn và do đó chi phí đầu tư rất cao.
- Chi phí chế tạo khuôn dập, khuôn rèn cũng là một khoản đáng kể, đặc biệt đối với các sản phẩm phức tạp.
Khám Phá Các Phương Pháp Gia Công Áp Lực Phổ Biến Nhất Hiện Nay
Thế giới của công nghệ gia công áp lực rất đa dạng, với nhiều phương pháp gia công áp lực chuyên biệt được phát triển để đáp ứng các yêu cầu khác nhau về hình dạng, kích thước và vật liệu.
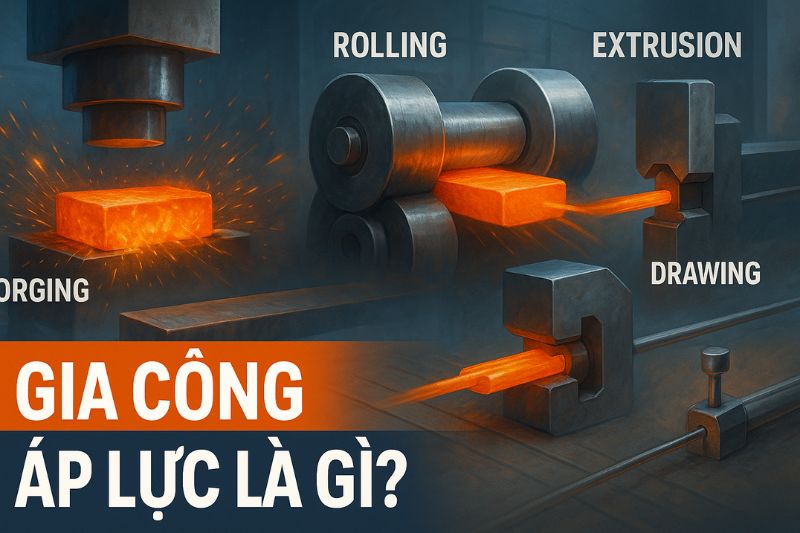
Dưới đây là 5 phương pháp tiêu biểu và phổ biến nhất.
Cán (Rolling) – Phương pháp sản xuất vật liệu dạng tấm và thanh
Cán là quá trình biến dạng kim loại bằng cách cho phôi đi qua khe hở giữa hai hoặc nhiều trục cán quay ngược chiều nhau.
Lực ma sát giữa bề mặt trục cán và phôi sẽ kéo phôi vào khe hẹp, lực ép từ các trục cán sẽ làm giảm chiều dày của phôi và đồng thời tăng chiều dài, chiều rộng của nó.
Quá trình này có thể là cán nóng (khi phôi được nung nóng đỏ) để biến dạng một lượng lớn vật liệu, hoặc cán nguội để cải thiện độ chính xác, độ bóng bề mặt và tăng độ cứng cho sản phẩm.
Cán là phương pháp có năng suất cực cao, là trái tim của ngành công nghiệp sản xuất thép, nhôm, đồng dạng tấm, cuộn, thanh và các loại thép hình (U, I, V, L).
Rèn (Forging) – Nghệ thuật tạo hình chi tiết có độ bền tối thượng
Rèn là phương pháp gia công áp lực trong đó kim loại được định hình thông qua các lực nén cục bộ, thường là lực va đập từ búa máy (rèn tự do) hoặc lực ép tĩnh trong một bộ khuôn (rèn khuôn).
Danh sách: Các dạng rèn cơ bản
- Rèn tự do (Open-die forging):
- Phôi kim loại được đặt giữa hai mặt phẳng (đe trên và đe dưới) và được nén, định hình một cách tự do.
- Phương pháp này linh hoạt, không tốn chi phí khuôn, phù hợp để chế tạo phôi bằng phương pháp gia công áp lực cho các chi tiết đơn lẻ, kích thước lớn như trục tàu thủy, bánh xe lửa.
- Rèn khuôn kín (Closed-die forging):
- Phôi kim loại được đặt trong lòng một bộ khuôn có hình dạng của chi tiết cần tạo.
- Khi khuôn đóng lại, kim loại bị ép và chảy, điền đầy toàn bộ lòng khuôn.
- Phương pháp này cho ra sản phẩm có độ chính xác cao, đồng đều, phù hợp sản xuất hàng loạt các chi tiết quan trọng như tay biên, trục khuỷu, bánh răng.
Ép (Extrusion) – Tạo ra các biên dạng phức tạp liên tục
Ép là quá trình trong đó một khối kim loại (phôi) được đẩy hoặc ép chảy qua một lỗ có hình dạng nhất định trên một dụng cụ gọi là khuôn ép (die).
Sản phẩm tạo ra có tiết diện không đổi, giống hệt biên dạng của lỗ khuôn, và có thể có chiều dài rất lớn.
Hãy tưởng tượng quá trình này giống như nặn kem đánh răng ra khỏi tuýp.
Ép là phương pháp lý tưởng để sản xuất các sản phẩm nhôm định hình dùng trong kiến trúc và xây dựng (khung cửa sổ, vách ngăn), các loại ống, thanh và các chi tiết có biên dạng phức tạp mà các phương pháp khác khó thực hiện được.
Kéo (Drawing) – Sản xuất dây, thanh và ống chính xác
Kéo là phương pháp làm giảm tiết diện của phôi bằng cách kéo nó qua một lỗ khuôn có tiết diện nhỏ hơn.
Khác với ép (lực đẩy từ phía sau), kéo sử dụng lực kéo từ phía trước.
Quá trình này thường được thực hiện ở trạng thái nguội để đạt được độ chính xác kích thước cao, độ bóng bề mặt tốt và tăng cường cơ tính cho sản phẩm.
Kéo là phương pháp chủ lực để sản xuất các loại dây kim loại (dây điện đồng, dây thép), các loại ống và thanh có đường kính nhỏ, yêu cầu dung sai chặt chẽ.
Dập (Stamping) – Định hình kim loại tấm hiệu suất cao
Dập là một thuật ngữ bao trùm một loạt các quy trình gia công kim loại dạng tấm (tấm mỏng, lá).
Phôi tấm được đặt giữa một bộ khuôn (chày và cối) trên máy dập.
Khi máy hoạt động, lực dập sẽ làm biến dạng tấm kim loại để thực hiện các nguyên công như cắt, uốn, tạo hình (vuốt sâu), dập nổi…
Dập là phương pháp có năng suất cực kỳ cao, là công nghệ chủ chốt trong ngành công nghiệp ô tô (sản xuất thân vỏ, cửa xe), sản xuất hàng gia dụng (vỏ tủ lạnh, máy giặt, nồi, chảo) và hàng triệu chi tiết máy khác.
Bảng 2: Tổng quan so sánh các phương pháp gia công áp lực chính
| Phương pháp | Nguyên lý chính | Thiết bị chủ yếu | Ưu điểm nổi bật | Nhược điểm | Ứng dụng tiêu biểu |
|---|---|---|---|---|---|
| Cán | Nén phôi giữa các trục cán quay | Máy cán (2 trục, 4 trục…) | Năng suất cực cao, tạo sản phẩm dài vô tận. | Chi phí đầu tư nhà máy lớn, khó thay đổi tiết diện. | Thép tấm, thép cuộn, thép hình (U, I, V), ray xe lửa. |
| Rèn | Va đập hoặc ép tĩnh để định hình | Búa máy, máy ép rèn, khuôn rèn | Cơ tính sản phẩm tốt nhất, độ bền cao. | Năng suất thấp hơn, tốn nhiều năng lượng. | Trục khuỷu, tay biên, dụng cụ cầm tay, chi tiết hàng không. |
| Ép | Đẩy kim loại qua lỗ khuôn định hình | Máy ép thủy lực, khuôn ép | Tạo được biên dạng phức tạp, sản phẩm dài. | Lực ép lớn, hạn chế về vật liệu (chủ yếu kim loại màu). | Thanh nhôm định hình, ống, các chi tiết tản nhiệt. |
| Kéo | Kéo phôi qua lỗ khuôn nhỏ hơn | Máy kéo dây/ống, khuôn kéo | Độ chính xác và độ bóng cao, tăng độ cứng. | Mức độ biến dạng mỗi lần kéo nhỏ, cần nhiều bước. | Dây điện, dây cáp thép, ống y tế, thanh chính xác. |
| Dập | Dùng khuôn để cắt, uốn, tạo hình tấm | Máy dập (cơ khí, thủy lực), khuôn dập | Năng suất cực kỳ cao, giá thành rẻ khi sản xuất lớn. | Chi phí chế tạo khuôn cao, chỉ dùng cho kim loại tấm. | Thân vỏ ô tô, vỏ đồ gia dụng, lon nước giải khát. |
Vai Trò Sống Còn Của Gia Công Áp Lực Trong Chế Tạo Phôi
Chế tạo phôi bằng phương pháp gia công áp lực là một bước đi chiến lược và cực kỳ quan trọng trong quy trình sản xuất cơ khí hiện đại, đóng vai trò là cầu nối giữa vật liệu thô (sau khi đúc hoặc luyện kim) và sản phẩm hoàn thiện.
Thay vì dùng một khối vật liệu lớn rồi cắt gọt đi phần lớn để tạo ra chi tiết, phương pháp này tạo ra một phôi có hình dạng và kích thước sơ bộ gần giống với chi tiết cuối cùng, một khái niệm được gọi là “near-net-shape manufacturing” (chế tạo gần đúng hình dạng).
Việc áp dụng công nghệ gia công áp lực để tạo phôi mang lại vô số lợi ích, giúp tối ưu hóa toàn bộ chuỗi sản xuất.
Nó không chỉ đơn thuần là tạo hình sơ bộ, mà còn là một bước chuẩn bị và nâng cao chất lượng vật liệu trước khi bước vào các công đoạn gia công tinh vi hơn.
Danh sách: Lợi ích cốt lõi của việc chế tạo phôi bằng gia công áp lực
- Giảm thiểu lượng gia công cắt gọt:
- Phôi có hình dạng gần đúng giúp giảm đáng kể lượng vật liệu thừa cần phải loại bỏ ở các bước tiện, phay, bào… sau này.
- Điều này trực tiếp làm giảm thời gian gia công, tiết kiệm dao cụ, giảm tiêu thụ năng lượng và hạ giá thành sản phẩm.
- Cải thiện triệt để cơ tính của phôi:
- Phôi được tạo ra từ rèn, cán… đã loại bỏ được các khuyết tật bên trong của phôi đúc như rỗ khí, co ngót, đồng thời tạo ra cấu trúc thớ kim loại bền chắc.
- Điều này đảm bảo rằng chi tiết cuối cùng sau khi gia công tinh sẽ có độ bền và độ tin cậy cao hơn rất nhiều.
- Định hướng thớ kim loại tối ưu:
- Quá trình chế tạo phôi cho phép các kỹ sư tính toán và định hướng dòng chảy của kim loại sao cho các đường thớ song song với các bề mặt chịu lực chính của chi tiết sau này, tối đa hóa khả năng chịu tải của nó.
- Tăng hiệu quả sử dụng vật liệu:
- Bằng cách tạo ra phôi gần đúng hình dạng, lượng vật liệu ban đầu cần thiết sẽ ít hơn so với việc bắt đầu từ một phôi khối chữ nhật hoặc hình trụ tiêu chuẩn, giúp tiết kiệm chi phí nguyên liệu thô một cách đáng kể.
Ví dụ điển hình là quy trình sản xuất một tay biên ô tô: Thép được đúc thành thỏi (phôi đúc), sau đó được cán nóng để tạo thành các thanh thép có tiết diện phù hợp (phôi cán).
Tiếp theo, các thanh thép này được cắt ra, nung nóng và đưa vào máy rèn khuôn để tạo thành hình dạng thô của tay biên (phôi rèn).
Phôi rèn này đã có cơ tính rất tốt và hình dáng gần đúng. Cuối cùng, nó chỉ cần trải qua các bước gia công cắt gọt để tạo các lỗ chính xác và hoàn thiện bề mặt.
Kết Luận – Khẳng Định Vị Thế Nền Tảng
Qua những phân tích chi tiết ở trên, có thể khẳng định rằng công nghệ gia công áp lực không chỉ là một tập hợp các phương pháp kỹ thuật, mà là một lĩnh vực khoa học và nghệ thuật định hình kim loại, là xương sống của nền công nghiệp sản xuất hiện đại.
Từ những định nghĩa cơ bản nhất như gia công áp lực là gì đến việc tìm hiểu sâu sắc bản chất của phương pháp gia công áp lực là gì, chúng ta thấy được sự tinh vi và hiệu quả của nó.
Các phương pháp gia công áp lực đa dạng như cán, rèn, ép, kéo, dập đã và đang tạo ra vô số sản phẩm thiết yếu với năng suất cao, giá thành hợp lý và chất lượng vượt trội, đặc biệt là trong khâu chiến lược chế tạo phôi bằng phương pháp gia công áp lực.
Mặc dù có những hạn chế nhất định về độ chính xác, nhưng vai trò và những ưu điểm của nó trong việc tiết kiệm vật liệu và nâng cao cơ tính là không thể thay thế.
Trong tương lai, với sự phát triển của khoa học vật liệu, công nghệ điều khiển và tự động hóa, công nghệ gia công áp lực sẽ tiếp tục phát triển, trở nên chính xác hơn, linh hoạt hơn và hiệu quả hơn, tiếp tục là động lực chính cho sự đổi mới trong ngành cơ khí chế tạo và nhiều lĩnh vực công nghiệp khác.
Để tìm hiểu sâu hơn hoặc nhận tư vấn về các giải pháp gia công áp lực cho sản phẩm của bạn, hãy liên hệ với các chuyên gia của chúng tôi ngay hôm nay để nhận được sự hỗ trợ chuyên nghiệp nhất!
Bạn có thắc mắc nào khác về các phương pháp gia công cơ khí? Hãy để lại bình luận bên dưới, chúng tôi luôn sẵn lòng trao đổi và chia sẻ kiến thức!
Để tìm hiểu sâu hơn hoặc nhận tư vấn về các giải pháp gia công áp lực, hãy liên hệ với công ty gia công cơ khí chính xác Minh Triệu để nhận được sự hỗ trợ chuyên nghiệp nhất!