
Gia công cơ khí chinh xác
Tối ưu Chiều Sâu Cắt Khi Phay: Từ Lý Thuyết Đến Thực Tế
Cập nhật lần cuối 26 Tháng 6, 2025 bởi
Trong vũ trụ của ngành gia công cơ khí chính xác, phay CNC đóng vai trò là một trong những công nghệ trụ cột, định hình nên vô số sản phẩm từ đơn giản đến phức tạp mà chúng ta sử dụng hàng ngày.
Để làm chủ được quy trình này, người vận hành phải nắm vững bộ ba thông số cắt kinh điển: tốc độ cắt (Vc), lượng chạy dao (f), và chiều sâu cắt (ap).
Trong đó, chiều sâu cắt, hay ap, là một đại lượng mang tính quyết định, ảnh hưởng trực tiếp và mạnh mẽ nhất đến động lực học của quá trình cắt gọt, từ lực phát sinh, công suất tiêu thụ của máy, cho đến tuổi thọ của dụng cụ cắt và chất lượng cuối cùng của sản phẩm.
Việc lựa chọn một giá trị ap không phù hợp không chỉ đơn thuần làm giảm năng suất mà còn có thể gây ra những hậu quả nghiêm trọng như gãy dao, hỏng phôi và làm giảm tuổi thọ của máy CNC, gây ra những tổn thất chi phí đáng kể.
Bài viết này được biên soạn nhằm cung cấp một cái nhìn toàn cảnh, sâu sắc và đa chiều về chiều sâu cắt khi phay.
Chúng ta sẽ cùng nhau bắt đầu hành trình khám phá, từ việc giải mã định nghĩa cơ bản nhất của ap và phân biệt nó với các khái niệm liên quan, cho đến việc phân tích chi tiết mạng lưới phức tạp của các yếu tố ảnh hưởng tới việc lựa chọn nó.
Hơn thế nữa, bài viết sẽ làm rõ những tác động sâu rộng của ap lên toàn bộ hệ thống gia công, đồng thời cung cấp những hướng dẫn thực tiễn, các bảng biểu tham khảo và những lưu ý quan trọng từ kinh nghiệm vận hành thực tế.
Mục tiêu cuối cùng là trang bị cho người đọc, dù là người mới bắt đầu hay kỹ sư đã có kinh nghiệm, những kiến thức nền tảng và tư duy tối ưu để có thể tự tin làm chủ thông số cắt quan trọng này, qua đó nâng cao hiệu quả, chất lượng và tính kinh tế trong mọi công việc gia công phay.
Chiều sâu cắt (ap) là gì?
Định nghĩa chính xác
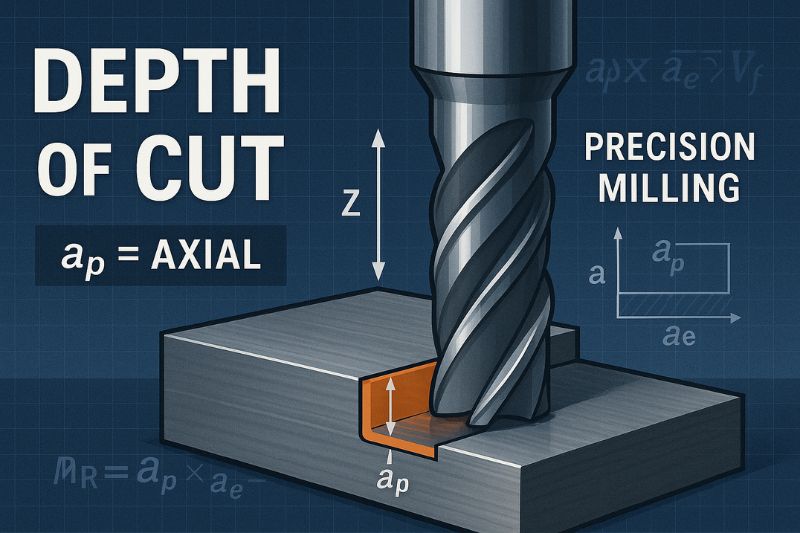
Chiều sâu cắt, với ký hiệu tiêu chuẩn là ap (viết tắt của “axial depth of cut”), được định nghĩa là chiều dày của lớp vật liệu mà dụng cụ cắt lấy đi khỏi bề mặt phôi trong một lượt chạy dao, đo theo phương song song với trục quay của dụng cụ cắt (trục Z trong hầu hết các máy phay CNC).
Nói một cách dễ hình dung hơn, nếu tưởng tượng dao phay là một chiếc máy đào đất, thì ap chính là độ sâu mà gàu múc ăn xuống lòng đất trong một lần thao tác.
Đây là một thông số cơ bản nhưng cực kỳ quan trọng, quyết định trực tiếp đến khối lượng vật liệu được loại bỏ trong một đơn vị thời gian (Material Removal Rate – MRR).
Đơn vị đo lường phổ biến nhất cho ap trong ngành cơ khí là milimét (mm).
Việc xác định chính xác giá trị ap là bước đầu tiên và tiên quyết trong việc lập trình và thiết lập một chu trình phay hiệu quả và an toàn.
Phân biệt các loại chiều sâu cắt
Một trong những nhầm lẫn phổ biến nhất đối với người mới vận hành là không phân biệt rõ ràng giữa chiều sâu cắt hướng trục (ap) và chiều sâu cắt hướng kính (ae).
Chiều sâu cắt hướng trục (ap) là thông số chính mà chúng ta đang thảo luận, thể hiện mức độ ăn sâu của dao vào vật liệu theo phương dọc trục.
Ngược lại, chiều sâu cắt hướng kính, ký hiệu là ae (viết tắt của “radial depth of cut”), lại là chiều rộng của lát cắt, đo theo phương vuông góc với trục dao (trong mặt phẳng XY).
Hiểu rõ sự khác biệt giữa hai đại lượng này là yếu tố cốt lõi để lựa chọn đúng chiến lược phay, đặc biệt là khi áp dụng các phương pháp phay hiện đại như phay cao tốc (HSM).
Để làm rõ sự khác biệt, hãy xem bảng so sánh dưới đây:
Bảng 1: So sánh Chiều sâu cắt hướng trục (ap) và hướng kính (ae)
| Tiêu chí | Chiều sâu cắt hướng trục (ap) | Chiều sâu cắt hướng kính (ae) |
|---|---|---|
| Định nghĩa | Chiều dày lớp vật liệu được cắt bỏ theo phương song song với trục dao. | Chiều rộng của vệt cắt theo phương vuông góc với trục dao. |
| Ký hiệu | ap (Axial Depth of Cut) |
ae (Radial Depth of Cut) |
| Phương tác động | Dọc theo trục Z (trục chính của dao). | Nằm trong mặt phẳng XY (vuông góc trục dao). |
| Ảnh hưởng chính | Lực cắt hướng trục, công suất trục chính, khả năng uốn cong dao. | Độ dày phoi, lực cắt hướng kính, nhiệt độ vùng cắt, tuổi thọ dao. |
| Ứng dụng điển hình | Phay hốc (pocketing), phay 3D, khoan, phay dốc (ramping). | Phay rãnh (slotting), phay biên dạng (contouring), phay mặt (face milling). |
Tóm lại, ap quyết định “độ sâu” của một đường cắt, trong khi ae quyết định “độ rộng” của đường cắt đó.
Một sự kết hợp hài hòa và có tính toán giữa ap và ae chính là chìa khóa để khai thác tối đa khả năng của máy móc, dụng cụ cắt và tối ưu hóa toàn bộ quá trình gia công.
Các yếu tố quyết định việc lựa chọn chiều sâu cắt
Việc lựa chọn giá trị ap không phải là một quyết định tùy tiện mà là kết quả của một quá trình phân tích tổng hợp nhiều yếu tố liên quan đến nhau.
Mỗi yếu tố đều có một vai trò và trọng số nhất định, buộc người kỹ sư phải cân nhắc kỹ lưỡng để tìm ra điểm cân bằng tối ưu giữa năng suất và sự ổn định.
Vật liệu phôi (Workpiece Material)
Vật liệu phôi là yếu tố nền tảng đầu tiên quyết định đến giá trị ap có thể áp dụng.
- Độ cứng và độ bền kéo:
- Đây là đặc tính quan trọng nhất.
- Những vật liệu có độ cứng cao và bền như thép sau nhiệt luyện (45-60 HRC), Inconel, hay Titan cấp 5 đòi hỏi một lực cắt rất lớn để có thể biến dạng và tách khỏi phôi.
- Do đó, để giữ cho lực cắt nằm trong giới hạn cho phép của máy và dao, giá trị
apbắt buộc phải giảm xuống đáng kể. - Ngược lại, với các vật liệu mềm và dẻo hơn như hợp kim nhôm (ví dụ: 6061-T6), đồng, hoặc nhựa kỹ thuật, chúng ta có thể tự tin lựa chọn một giá trị
aplớn hơn nhiều để tăng tốc độ gia công.
- Khả năng dẫn nhiệt:
- Đặc tính này thường bị bỏ qua nhưng lại có ảnh hưởng lớn.
- Các vật liệu như Titan và Inox (thép không gỉ) có khả năng dẫn nhiệt rất kém.
- Điều này có nghĩa là lượng nhiệt sinh ra trong quá trình cắt gọt không được truyền nhanh vào phôi mà bị giữ lại tại vùng cắt, tập trung vào lưỡi cắt của dao.
- Nếu sử dụng
apquá lớn, nhiệt độ sẽ tăng vọt, gây mềm và mài mòn nhanh lưỡi cắt, dẫn đến giảm tuổi thọ dao một cách thảm khốc. - Vì vậy, với những vật liệu này, việc giảm
apkết hợp với hệ thống tưới nguội hiệu quả là bắt buộc.
Dụng cụ cắt (Cutting Tool)
Dụng cụ cắt là đối tượng trực tiếp thực hiện việc loại bỏ vật liệu, do đó, các đặc tính của nó ảnh hưởng sâu sắc đến việc lựa chọn ap.
- Vật liệu làm dao: Khả năng chịu nhiệt và độ cứng của vật liệu làm dao quyết định khả năng chống lại mài mòn và biến dạng dưới áp lực cắt.
- Thép gió (HSS):
- Tương đối dẻo dai nhưng chịu nhiệt kém, chỉ phù hợp với
apnhỏ và tốc độ cắt thấp.
- Tương đối dẻo dai nhưng chịu nhiệt kém, chỉ phù hợp với
- Carbide (Hợp kim cứng):
- Là loại phổ biến nhất hiện nay, có độ cứng và khả năng chịu nhiệt cao hơn HSS rất nhiều, cho phép gia công với
aplớn và tốc độ cao.
- Là loại phổ biến nhất hiện nay, có độ cứng và khả năng chịu nhiệt cao hơn HSS rất nhiều, cho phép gia công với
- PCD/CBN (Kim cương đa tinh thể/Nitrua Bo dạng khối):
- Siêu cứng và chịu nhiệt tốt, thường dùng cho gia công tinh các vật liệu đặc biệt (PCD cho vật liệu phi kim loại, CBN cho thép cứng) với
aprất nhỏ để đạt độ bóng bề mặt cao.
- Siêu cứng và chịu nhiệt tốt, thường dùng cho gia công tinh các vật liệu đặc biệt (PCD cho vật liệu phi kim loại, CBN cho thép cứng) với
- Thép gió (HSS):
- Hình học và kết cấu dao:
- Đường kính (D) và Chiều dài (L):
- Tỷ lệ chiều dài trên đường kính (L/D) là một thông số cực kỳ quan trọng.
- Một con dao càng dài và càng mảnh (tỷ lệ L/D cao) thì càng kém cứng vững và dễ bị uốn cong (lệch dao) dưới tác động của lực cắt.
- Lệch dao không chỉ gây ra sai số kích thước mà còn có thể dẫn đến rung động và gãy dao.
- Do đó, với dao có tỷ lệ L/D cao,
apphải được giảm đi đáng kể. - Nguyên tắc vàng là luôn sử dụng dao ngắn nhất có thể cho một công việc cụ thể.
- Số me cắt (lưỡi cắt):
- Một con dao có nhiều me cắt hơn (ví dụ 4 me so với 2 me) có thể phân bổ lực cắt trên nhiều điểm hơn, giúp quá trình cắt mượt mà và ổn định hơn.
- Về lý thuyết, điều này cho phép tăng
ap. - Tuy nhiên, nhiều me cắt cũng đồng nghĩa với việc không gian thoát phoi bị thu hẹp, đòi hỏi phải có chiến lược thoát phoi hiệu quả để tránh tình trạng kẹt phoi.
- Lớp phủ (Coating):
- Các lớp phủ hiện đại như TiAlN, AlCrN…
- hoạt động như một lá chắn nhiệt và một lớp bôi trơn rắn, làm giảm ma sát và tăng khả năng chịu nhiệt của dao.
- Nhờ đó, dao có lớp phủ tốt có thể làm việc hiệu quả với giá trị
aplớn hơn so với dao không phủ.
- Đường kính (D) và Chiều dài (L):
Máy gia công (Machine Tool)
Bản thân chiếc máy CNC cũng đặt ra những giới hạn vật lý không thể vượt qua.
- Công suất và Momen xoắn trục chính:
- Công suất (đo bằng kW) và momen xoắn (đo bằng Nm) là hai chỉ số sức mạnh của trục chính.
- Cắt với
aplớn đòi hỏi một lực cắt lớn, và do đó cần một momen xoắn đủ lớn để trục chính không bị giảm tốc độ hoặc dừng lại. - Nếu momen xoắn của máy không đủ, nó sẽ không thể “thắng” được sức cản của vật liệu khi cắt sâu.
- Một máy có công suất lớn và momen xoắn cao sẽ cho phép áp dụng các chế độ cắt với
aplớn một cách tự tin.
- Độ cứng vững của hệ thống:
- Đây là một khái niệm tổng hợp, bao gồm độ cứng vững của kết cấu máy (thân máy, cột máy, bàn máy), độ chính xác và độ cứng của trục chính (loại côn-kẹp dao như BT, HSK, CAT), và hệ thống đồ gá kẹp phôi.
- Một hệ thống cứng vững sẽ giảm thiểu rung động, cho phép truyền lực cắt một cách hiệu quả từ dao đến phôi.
- Nếu máy hoặc đồ gá yếu, rung động (chatter) sẽ xuất hiện ngay cả với
apnhỏ, phá hủy bề mặt chi tiết và làm mẻ dao.
Chiến lược gia công (Machining Strategy)
Mục đích của lượt cắt sẽ quyết định phương pháp tiếp cận đối với ap.
- Gia công thô (Roughing):
- Mục tiêu hàng đầu của gia công thô là loại bỏ càng nhiều vật liệu càng tốt trong thời gian ngắn nhất.
- Do đó, chiến lược ở đây là tối đa hóa Tốc độ Bóc tách Vật liệu (MRR), và
aplà một trong những thành phần chính của công thức tính MRR (MRR = ap × ae × Vf). - Vì vậy, trong gia công thô, người vận hành sẽ cố gắng chọn giá trị
aplớn nhất mà hệ thống “máy – dao – phôi” cho phép. - Chất lượng bề mặt và độ chính xác ở bước này không phải là ưu tiên hàng đầu.
- Gia công tinh (Finishing):
- Ngược lại hoàn toàn với gia công thô, mục tiêu của gia công tinh là đạt được độ chính xác kích thước cao nhất và chất lượng bề mặt (độ bóng) tốt nhất.
- Để làm được điều này, lực cắt phải được giữ ở mức tối thiểu để tránh làm biến dạng phôi và lệch dao.
- Do đó,
aptrong gia công tinh luôn được chọn ở mức rất nhỏ, thường chỉ từ 0.05 mm đến 0.5 mm, đủ để “gọt” đi những nhấp nhô còn lại từ bước gia công thô và tạo ra bề mặt cuối cùng.
Điều kiện gia công khác
- Sử dụng dung dịch tưới nguội:
- Một hệ thống tưới nguội hiệu quả (dù là tưới tràn, tưới nguội áp suất cao qua tâm dao, hay phun sương MQL) có hai tác dụng chính: bôi trơn để giảm ma sát và làm mát để mang nhiệt đi khỏi vùng cắt.
- Cả hai tác dụng này đều giúp bảo vệ lưỡi cắt, qua đó cho phép sử dụng
aplớn hơn so với gia công khô.
- Độ ổn định của việc kẹp phôi:
- Phôi phải được kẹp chặt một cách vững chắc.
- Một chi tiết có thành mỏng, hoặc được gá lắp không ổn định sẽ dễ bị rung động hoặc biến dạng ngay cả với lực cắt nhỏ.
- Trong những trường hợp như vậy, bắt buộc phải giảm
apđể đảm bảo gia công thành công.
Tác động của chiều sâu cắt đến quá trình phay
Giá trị ap được lựa chọn sẽ tạo ra một chuỗi các hiệu ứng dây chuyền, tác động đến gần như mọi khía cạnh của quá trình gia công, từ vật lý, cơ học cho đến kinh tế.
- Ảnh hưởng đến Lực cắt và Công suất:
- Đây là tác động trực tiếp và dễ nhận thấy nhất.
- Lực cắt gần như tỷ lệ thuận với tiết diện phoi, mà tiết diện phoi lại được quyết định bởi
apvàae. - Khi bạn tăng
ap, tiết diện cắt tăng lên, và do đó lực cần thiết để loại bỏ lớp vật liệu đó cũng tăng theo. - Lực cắt lớn hơn sẽ đòi hỏi momen xoắn và công suất từ trục chính của máy cao hơn.
- Nếu lực cắt vượt quá khả năng của máy, trục chính sẽ bị quá tải, có thể gây dừng đột ngột hoặc thậm chí làm hỏng động cơ.
- Ảnh hưởng đến Tuổi thọ dao:
apquá lớn là một trong những kẻ thù hàng đầu của dụng cụ cắt.- Một giá trị
apvượt ngưỡng chịu đựng của dao sẽ gây ra các hiện tượng sau:- Sốc cơ học:
- Khi dao đi vào vật liệu với một chiều sâu quá lớn, nó phải chịu một cú sốc cơ học đột ngột, dễ gây ra hiện tượng mẻ hoặc vỡ lưỡi cắt, đặc biệt với các vật liệu giòn như Carbide.
- Quá tải nhiệt:
aplớn tạo ra phoi dày hơn và ma sát nhiều hơn, dẫn đến nhiệt độ ở vùng cắt tăng cao.- Nếu nhiệt độ vượt quá giới hạn của vật liệu làm dao và lớp phủ, dao sẽ bị mềm đi và mài mòn cực nhanh.
- Gãy dao:
- Là hậu quả cuối cùng và tồi tệ nhất, xảy ra khi lực cắt do
apquá lớn vượt qua giới hạn bền uốn của thân dao.
- Là hậu quả cuối cùng và tồi tệ nhất, xảy ra khi lực cắt do
- Sốc cơ học:
- Ảnh hưởng đến Chất lượng bề mặt:
- Có một mối quan hệ nghịch đảo giữa
apvà chất lượng bề mặt. - Khi phay thô với
aplớn, mục tiêu là bóc vật liệu nhanh, do đó bề mặt để lại thường rất gồ ghề với các dấu dao rõ rệt. - Ngược lại, trong quá trình phay tinh, việc sử dụng một
aprất nhỏ (cùng với lượng chạy dao hợp lý) sẽ tạo ra một lớp cắt mỏng, mịn, giảm thiểu rung động và áp lực lên bề mặt, kết quả là một bề mặt hoàn thiện có độ bóng cao (chỉ số Ra thấp).
- Có một mối quan hệ nghịch đảo giữa
- Ảnh hưởng đến Độ chính xác gia công:
- Lực cắt gia tăng do
aplớn có thể gây ra hiện tượng uốn cong (lệch) cho cả dụng cụ cắt và chi tiết gia công, đặc biệt với các chi tiết có thành mỏng hoặc dao có tỷ lệ L/D cao. - Sự lệch dao này dù chỉ là rất nhỏ (vài phần trăm mm) cũng sẽ dẫn đến sai số về kích thước và hình học (ví dụ, một bức tường được phay sẽ không thẳng đứng tuyệt đối mà hơi nghiêng).
- Do đó, để đạt được dung sai chặt chẽ, việc kiểm soát
apở bước gia công bán tinh và tinh là vô cùng quan trọng.
- Lực cắt gia tăng do
- Ảnh hưởng đến Quá trình thoát phoi:
apquyết định trực tiếp đến độ dày của phoi được tạo ra.- Một giá trị
aphợp lý sẽ tạo ra những con phoi có hình dạng và kích thước lý tưởng, dễ dàng bị cuốn ra khỏi vùng cắt bởi dung dịch tưới nguội hoặc luồng khí nén. - Tuy nhiên, nếu
apquá lớn, nó sẽ tạo ra những con phoi dày và nặng, khó thoát ra khỏi các hốc sâu hoặc rãnh hẹp. - Tình trạng kẹt phoi và phoi bị cắt lại (recutting) sẽ xảy ra, gây ra ma sát và nhiệt độ tăng đột biến, làm hỏng bề mặt chi tiết và có thể gây gãy dao ngay lập tức.
Hướng dẫn lựa chọn và tính toán chiều sâu cắt
Việc lựa chọn ap là sự kết hợp giữa khoa học tính toán và nghệ thuật từ kinh nghiệm.
Dưới đây là các nguyên tắc và phương pháp tiếp cận để tìm ra giá trị phù hợp.
Nguyên tắc chung
- Đối với phay thô:
- Mục tiêu là năng suất.
- Nguyên tắc là chọn
aplớn nhất có thể trong giới hạn an toàn của toàn bộ hệ thống. - Hãy bắt đầu với khuyến nghị của nhà sản xuất dao, sau đó điều chỉnh dựa trên sự ổn định thực tế của máy và đồ gá.
- Đối với phay tinh:
- Mục tiêu là chất lượng.
- Nguyên tắc là chọn
apnhỏ và ổn định. - Một giá trị nhỏ (ví dụ 0.2 mm) sẽ đảm bảo lực cắt thấp, giảm thiểu lệch dao và tạo ra bề mặt hoàn thiện tốt.
Công thức tham khảo và tra cứu
Tham khảo từ nhà sản xuất dao:
Đây là phương pháp đáng tin cậy và được khuyến khích nhất.
Các nhà sản xuất dụng cụ cắt hàng đầu (như Sandvik, Kennametal, Mitsubishi, OSG…) đầu tư rất nhiều vào việc nghiên cứu và thử nghiệm.
Trong catalogue hoặc các phần mềm lựa chọn dao của họ, luôn có các bảng thông số cắt chi tiết, đề xuất khoảng ap và ae tối ưu cho từng dòng dao cụ thể khi gia công trên từng loại vật liệu khác nhau.
Bảng 2: Ví dụ về Bảng thông số cắt tham khảo cho dao phay ngón Carbide D10mm (4 me)
| Vật liệu phôi | Chiến lược | Tốc độ cắt (Vc) (m/ph) | Lượng chạy dao (fz) (mm/răng) | Chiều sâu cắt (ap) (mm) | Chiều sâu cắt (ae) (mm) |
|---|---|---|---|---|---|
| Thép C45 (~190HB) | Phay thô | 120 – 180 | 0.08 – 0.12 | 10 – 15 (1-1.5D) | 1 – 2 (0.1-0.2D) |
| Phay tinh | 200 – 250 | 0.04 – 0.06 | 0.2 – 0.5 | 5 – 7 (0.5-0.7D) | |
| Inox 304 | Phay thô | 80 – 120 | 0.06 – 0.10 | 8 – 12 (0.8-1.2D) | 0.8 – 1.5 (0.08-0.15D) |
| Phay tinh | 130 – 160 | 0.03 – 0.05 | 0.2 – 0.4 | 4 – 6 (0.4-0.6D) | |
| Nhôm 6061 | Phay thô | 300 – 500 | 0.10 – 0.18 | 15 – 20 (1.5-2D) | 5 – 10 (0.5-1D) |
| Phay tinh | 500 – 800 | 0.05 – 0.10 | 0.3 – 0.8 | 6 – 8 (0.6-0.8D) |
Lưu ý: Bảng trên chỉ mang tính chất tham khảo.
Luôn ưu tiên thông số từ nhà sản xuất dao cụ thể mà bạn đang sử dụng.
Công thức kinh nghiệm:
- Phay rãnh (Slotting –
ae= 100%D):- Đây là một trong những ứng dụng khắc nghiệt nhất.
- Một quy tắc kinh nghiệm phổ biến là giữ
ap≤ 0.5 * D (nửa lần đường kính dao). - Điều này nhằm đảm bảo có đủ không gian để phoi thoát ra khỏi rãnh một cách hiệu quả.
- Phay mặt (Face milling):
- Với dao phay mặt sử dụng insert (mảnh cắt),
apthường được chọn nhỏ hơn hoặc bằng 80% chiều dài của lưỡi cắt thẳng đứng trên insert.
- Với dao phay mặt sử dụng insert (mảnh cắt),
Mối quan hệ ap và ae trong các chiến lược phay hiện đại
Sự ra đời của các phần mềm CAM tiên tiến và máy CNC tốc độ cao đã thay đổi hoàn toàn tư duy về sự kết hợp giữa ap và ae.
Danh sách 1: So sánh Phay truyền thống và Phay cao tốc (HSM – High-Speed Machining)
- Phay truyền thống (Conventional Milling):
- Triết lý: “Cắt rộng nhưng nông“.
- Thông số điển hình:
apnhỏ (ví dụ: 1-2 mm) vàaelớn (ví dụ: 70-100% đường kính dao). - Đặc điểm:
- Tạo ra lực cắt lớn và thay đổi đột ngột, đặc biệt khi dao vào và ra khỏi góc.
- Tạo ra lượng nhiệt lớn tập trung ở vùng cắt, gây mòn dao nhanh.
- Sử dụng một phần nhỏ chiều dài lưỡi cắt của dao.
- Dễ gây rung động.
- Phay cao tốc (HSM – High-Speed Machining / Adaptive Clearing):
- Triết lý: “Cắt sâu nhưng hẹp“.
- Thông số điển hình:
aprất lớn (thường từ 100% đến 200% đường kính dao, tận dụng toàn bộ chiều dài lưỡi cắt) vàaerất nhỏ (thường chỉ 5-20% đường kính dao). - Đặc điểm:
- Tạo ra lực cắt nhỏ và ổn định hơn nhiều do góc ôm của dao vào vật liệu nhỏ.
- Nhiệt lượng sinh ra ít hơn và được mang đi cùng với phoi, giúp bảo vệ dao.
- Tận dụng toàn bộ chiều dài me cắt của dao, giúp mài mòn đều hơn và tăng tuổi thọ dao.
- Cho phép chạy với tốc độ tiến dao (Vf) cực cao, dẫn đến năng suất vượt trội.
Chiến lược HSM đã chứng minh được hiệu quả vượt bậc trong việc gia công thô các hốc và biên dạng phức tạp, trở thành tiêu chuẩn trong ngành công nghiệp hiện đại.
Những lưu ý thực tế quan trọng
Kiến thức lý thuyết là nền tảng, nhưng khả năng quan sát và điều chỉnh trong thực tế mới là kỹ năng của một người thợ giỏi.
Luôn bắt đầu một cách an toàn:
Nếu bạn không chắc chắn về một vật liệu mới hoặc một con dao mới, hãy luôn bắt đầu với một giá trị ap thấp hơn khoảng 20-30% so với khuyến nghị.
Sau đó, trong quá trình máy chạy, hãy từ từ tăng dần lên cho đến khi bạn tìm thấy điểm tối ưu.
Lắng nghe và quan sát:
Máy CNC giao tiếp với bạn qua âm thanh và rung động.
Một quá trình cắt tốt sẽ tạo ra một âm thanh “êm”, đều đặn.
Nếu bạn nghe thấy tiếng “kêu rít”, tiếng “lạch cạch” hoặc cảm nhận được sự rung động mạnh trên máy hoặc đồ gá, đó là dấu hiệu rõ ràng của sự bất ổn (chatter).
Hành động ngay lập tức là giảm ap và/hoặc tốc độ trục chính.
Kiểm tra dạng phoi (Chip Morphology):
Hình dạng và màu sắc của phoi là một “bản báo cáo sức khỏe” tức thời của quá trình cắt.
Bảng 3: Phân tích tình trạng gia công qua màu sắc và hình dạng phoi
| Hình dạng & Màu sắc Phoi | Phân tích Nguyên nhân & Hành động đề xuất |
|---|---|
| Phoi vụn như bột, màu bạc sáng | Lượng chạy dao (fz) hoặc ap quá nhỏ, dao chủ yếu là cọ xát thay vì cắt.
Phoi không cuốn được nhiệt đi. Có thể tăng fz hoặc |
| Phoi dài, xoắn đều, màu bạc hoặc vàng rơm | Đây là dấu hiệu của một chế độ cắt tốt và cân bằng.
Nhiệt độ được kiểm soát, quá trình cắt ổn định. |
| Phoi ngắn, xoắn chặt, màu xanh dương | Nhiệt độ ở vùng cắt đang tăng lên, thường do Vc hoặc ap hơi cao.
Chế độ cắt này có thể chấp nhận được trong thời gian ngắn, nhưng cần theo dõi sát sao mòn dao. |
| Phoi cháy đen, biến dạng, có tia lửa | BÁO ĐỘNG ĐỎ! Chế độ cắt quá khắc nghiệt.
Nhiệt độ quá cao, phá hủy lưỡi cắt. Dừng máy ngay lập tức và giảm mạnh Vc và |
Tận dụng công nghệ:
Đừng bỏ qua sức mạnh của phần mềm CAM hiện đại.
Các đường chạy dao thông minh như “Adaptive Clearing”, “Dynamic Milling”, hay “VoluMill” được thiết kế để tự động điều chỉnh ae và tốc độ tiến dao (Vf) nhằm duy trì một tải trọng không đổi lên dụng cụ cắt.
Điều này cho phép người lập trình tự tin sử dụng một giá trị ap rất sâu và không đổi trong suốt quá trình chạy thô, giúp tối đa hóa năng suất và tuổi thọ dao một cách đáng kinh ngạc.
Kết luận
Qua một hành trình phân tích chi tiết, có thể thấy rằng chiều sâu cắt ap không chỉ đơn thuần là một con số được nhập vào bảng điều khiển máy CNC.
Nó là một biến số trung tâm, một đòn bẩy chiến lược mà việc sử dụng đúng cách sẽ quyết định đến sự thành bại của một quy trình gia công phay.
Nó là cầu nối giữa lý thuyết cơ học cắt gọt và thực tiễn sản xuất, nơi sự tương tác phức tạp giữa vật liệu phôi, dụng cụ cắt, cỗ máy và chiến lược của người kỹ sư được thể hiện một cách rõ nét nhất.
Việc làm chủ ap chính là làm chủ được phần lớn các yếu tố then chốt ảnh hưởng đến năng suất, chất lượng bề mặt, độ chính xác và sau cùng là chi phí gia công.
Cần phải khẳng định rằng không tồn tại một “con số vàng” hay một công thức vạn năng nào cho chiều sâu cắt.
Việc lựa chọn ap tối ưu luôn là một nghệ thuật của sự cân bằng, một sự đánh đổi có tính toán giữa mong muốn bóc tách vật liệu thật nhanh và yêu cầu đảm bảo sự ổn định cho toàn bộ hệ thống.
Nó đòi hỏi người kỹ sư không chỉ có kiến thức vững chắc về mặt lý thuyết mà còn phải có một đôi tai nhạy bén, một đôi mắt tinh tường và một tư duy sẵn sàng thử nghiệm, ghi chép và học hỏi từ cả thành công lẫn thất bại.
Bằng cách tiếp cận ap với một sự tôn trọng và một tư duy phân tích, bạn sẽ mở khóa được những tiềm năng to lớn trong công việc gia công của mình, biến những thách thức kỹ thuật thành những sản phẩm chất lượng với hiệu quả kinh tế cao nhất.
🔎 Bạn đang tìm một công ty gia công cơ khí chính xác. Khám phá dịch vụ chuyên nghiệp, máy móc hiện đại và giải pháp tối ưu từ chúng tôi!

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.