
Gia công cơ khí chinh xác
Công Thức Tính Chế Độ Cắt Khi Phay: Hướng Dẫn Toàn Diện Từ A-Z
Cập nhật lần cuối 26 Tháng 6, 2025 bởi
Chế độ cắt khi phay là tập hợp các thông số vật lý then chốt, quyết định trực tiếp đến hiệu suất, độ chính xác, chất lượng bề mặt và tuổi thọ của dụng cụ trong mọi quy trình gia công cơ khí.
Việc thiết lập một chế độ cắt tối ưu không phải là sự phỏng đoán mà là một quá trình tính toán khoa học, cân bằng giữa tốc độ gia công và sự ổn định, giúp biến vật liệu thô thành những sản phẩm hoàn hảo với chi phí thấp nhất.
Nắm vững các công thức và nguyên tắc lựa chọn chế độ cắt chính là chìa khóa để khai thác tối đa tiềm năng của máy móc, dụng cụ cắt và nâng cao năng lực cạnh tranh trong ngành sản xuất hiện đại.
Bài viết này sẽ cung cấp một hành trình kiến thức toàn diện, được cấu trúc một cách logic để bạn có thể làm chủ hoàn toàn việc tính toán chế độ cắt.
Chúng ta sẽ bắt đầu từ những định nghĩa nền tảng nhất về các thành phần của chế độ cắt, sau đó đi sâu vào các công thức toán học cốt lõi để tính toán từng thông số.
Tiếp theo, bài viết sẽ hệ thống hóa một quy trình tính toán thực tế từng bước, minh họa bằng các ví dụ cụ thể và bảng tra cứu giá trị tham khảo. Cuối cùng, chúng ta sẽ phân tích các yếu tố ngoại vi có ảnh hưởng sâu sắc đến chế độ cắt và cách hiệu chỉnh chúng thông qua quan sát thực tiễn.
Mục tiêu là trang bị cho bạn không chỉ kiến thức lý thuyết mà còn cả tư duy ứng dụng để đưa ra những quyết định chính xác và hiệu quả nhất trong môi trường xưởng sản xuất.
Tầm quan trọng sống còn của chế độ cắt khi phay
Định Nghĩa và Tầm Quan Trọng
Chế độ cắt được định nghĩa là một bộ ba thông số cơ bản bao gồm tốc độ cắt (v), lượng chạy dao (s), và chiều sâu cắt (t), mô tả toàn diện sự tương tác động học giữa lưỡi cắt của dao và bề mặt phôi. Việc lựa chọn sai lầm dù chỉ một trong các thông số này có thể dẫn đến những hậu quả nghiêm trọng.
Một chế độ cắt quá cao (aggressive) có thể gây ra hiện tượng mẻ dao, gãy dao, rung động quá mức làm hỏng chi tiết và thậm chí gây nguy hiểm cho máy và người vận hành.
Ngược lại, một chế độ cắt quá thấp (conservative) lại làm lãng phí thời gian, giảm năng suất, tăng chi phí sản xuất và trong một số trường hợp còn gây ra hiện tượng trượt, làm chai cứng bề mặt vật liệu và làm mòn dao nhanh hơn.
Sự quan trọng của việc tính toán chính xác chế độ cắt thể hiện ở bốn khía cạnh cốt lõi.
Thứ nhất, nó là yếu tố quyết định năng suất gia công; một chế độ cắt tối ưu giúp giảm thời gian chu kỳ (cycle time) trên mỗi sản phẩm.
Thứ hai, nó ảnh hưởng trực tiếp đến tuổi bền của dao cụ; cắt đúng thông số giúp dao hoạt động trong điều kiện lý tưởng, kéo dài thời gian sử dụng trước khi cần thay thế.
Thứ ba, chất lượng sản phẩm cuối cùng, bao gồm độ chính xác kích thước và độ nhám bề mặt, phụ thuộc rất lớn vào sự ổn định của quá trình cắt.
Cuối cùng, một chế độ cắt hợp lý đảm bảo sự ổn định của hệ thống công nghệ (máy – đồ gá – dao – chi tiết), giảm thiểu rung động (chatter) và đảm bảo an toàn lao động.
Các Thành Phần Chính của Chế Độ Cắt
Ba yếu tố nền tảng cấu thành nên chế độ cắt trong gia công phay hoạt động như một tam giác quan hệ, mỗi yếu tố đều có vai trò riêng biệt và ảnh hưởng lẫn nhau.
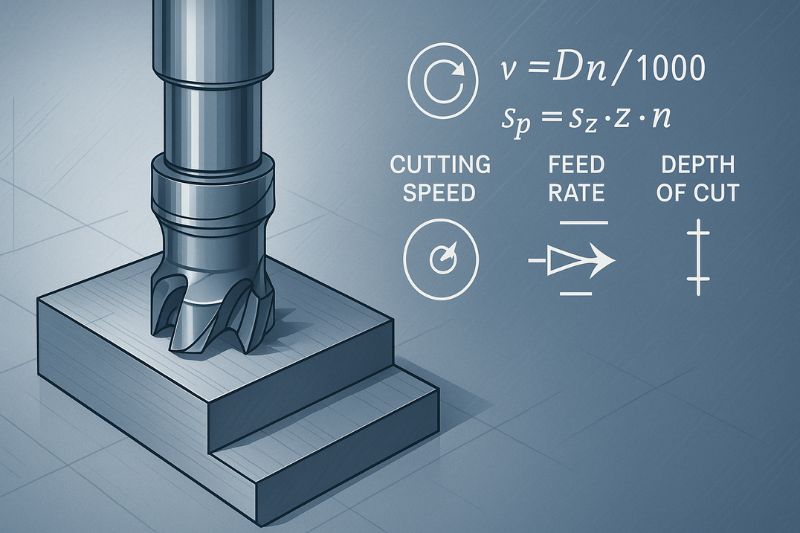
- Tốc độ cắt (v): Đây là thông số thể hiện sự nhanh chậm của lưỡi cắt khi tiếp xúc với phôi. Nó không phải là tốc độ quay của trục chính mà là vận tốc dài trên biên dạng lưỡi cắt, và là yếu tố chính ảnh hưởng đến nhiệt độ vùng cắt.
- Lượng chạy dao (s): Thông số này mô tả tốc độ tiến của dao (hoặc bàn máy mang phôi) để thực hiện quá trình bóc tách vật liệu. Nó quyết định độ dày của phoi cắt và ảnh hưởng lớn đến thời gian gia công.
- Chiều sâu cắt (t và B): Đây là các thông số xác định lượng vật liệu được loại bỏ trong mỗi lượt cắt, bao gồm chiều sâu cắt theo trục dao (axial depth of cut –
ap) và chiều rộng cắt theo phương ngang (radial depth of cut –ae).
Các thông số cơ bản và công thức tính
Tốc độ cắt (v)
Tốc độ cắt (v) là vận tốc dài, tính bằng mét trên phút (m/ph), của điểm xa nhất trên lưỡi cắt chính khi nó quay và tiếp xúc với bề mặt gia công.
Đây là thông số cơ bản nhất, thường được các nhà sản xuất dụng cụ cắt khuyến nghị và phụ thuộc chủ yếu vào hai yếu tố: vật liệu của dụng cụ cắt (ví dụ: Thép gió HSS, Hợp kim Carbide, Gốm, CBN, PCD) và vật liệu của phôi (ví dụ: Thép carbon, Thép không gỉ, Nhôm, Gang, Titan).
Mối quan hệ giữa tốc độ trục chính (n) và tốc độ cắt (v) được thể hiện qua công thức toán học sau:
v = (π * D * n) / 1000
v: Tốc độ cắt (đơn vị: m/phút).π: Hằng số Pi (giá trị xấp xỉ 3.14159).D: Đường kính của dao phay (đơn vị: mm).n: Tốc độ quay của trục chính (đơn vị: vòng/phút – RPM).
Trong thực tế, người vận hành thường không tính v mà sử dụng v khuyến nghị để tính ra n cần cài đặt cho máy.
Dưới đây là bảng tham khảo tốc độ cắt ban đầu cho một số cặp vật liệu phổ biến.
Bảng 1: Tốc độ cắt (v) tham khảo cho phay
| Vật liệu Dao Cụ | Vật liệu Phôi | Tốc độ cắt v (m/ph) – Gia công thô |
Tốc độ cắt v (m/ph) – Gia công tinh |
|---|---|---|---|
| Thép gió (HSS) | Nhôm và hợp kim nhôm | 60 – 100 | 100 – 150 |
| Thép gió (HSS) | Thép Carbon thấp (<0.25%C) | 25 – 40 | 40 – 60 |
| Hợp kim (Carbide) | Nhôm và hợp kim nhôm | 300 – 600 | 600 – 1000 |
| Hợp kim (Carbide) | Thép Carbon (C45) | 120 – 180 | 180 – 250 |
| Hợp kim (Carbide) | Thép không gỉ (Inox 304) | 80 – 120 | 120 – 180 |
| Hợp kim (Carbide) | Gang | 100 – 150 | 150 – 220 |
| Hợp kim (Carbide) | Titan và hợp kim | 30 – 60 | 60 – 90 |
Lưu ý: Các giá trị trên chỉ mang tính tham khảo ban đầu và cần được điều chỉnh dựa trên điều kiện thực tế như có sử dụng dung dịch trơn nguội hay không.
Lượng chạy dao (s)
Lượng chạy dao là một khái niệm đa dạng, được biểu diễn dưới nhiều hình thức khác nhau, nhưng tất cả đều bắt nguồn từ một thông số gốc là lượng chạy dao trên mỗi răng.
- Danh sách các loại lượng chạy dao:
- Lượng chạy dao răng (
szhoặcfz– Feed per tooth): Đây là thông số nền tảng nhất, chỉ quãng đường mà bàn máy tiến được trong khi một lưỡi cắt của dao quay qua và hoàn thành một lát cắt. Nó quyết định chiều dày của phoi và là yếu tố chính ảnh hưởng đến lực cắt và tuổi thọ dao. Đơn vị: mm/răng. - Lượng chạy dao vòng (
svhoặcfr– Feed per revolution): Là tổng quãng đường bàn máy tiến được sau khi dao phay quay đúng một vòng. Nó bằng lượng chạy dao răng nhân với tổng số lưỡi cắt của dao. Đơn vị: mm/vòng. - Lượng chạy dao phút (
sphoặcvf– Feed per minute): Là tốc độ tiến dao thực tế của bàn máy, và là thông số được lập trình trực tiếp vào máy CNC (với mã lệnh F). Nó thể hiện quãng đường bàn máy đi được trong một phút. Đơn vị: mm/phút.
- Lượng chạy dao răng (
Các thông số này được liên kết với nhau bằng các công thức chuyển đổi chặt chẽ.
- Công thức tính Lượng chạy dao vòng:
sv = sz * z
- Công thức tính Lượng chạy dao phút:
sp = sv * n = sz * z * n
sz: Lượng chạy dao răng (mm/răng).z: Số răng (số lưỡi cắt) của dao phay.n: Tốc độ quay của trục chính (vòng/phút).
Giống như tốc độ cắt, lượng chạy dao răng sz cũng được chọn ban đầu dựa trên khuyến nghị của nhà sản xuất.
Bảng 2: Lượng chạy dao răng (sz) tham khảo
| Vật liệu Phôi | Loại hình gia công | Lượng chạy dao răng sz (mm/răng) |
|---|---|---|
| Nhôm và hợp kim nhôm | Phay thô | 0.20 – 0.40 |
| Phay tinh | 0.10 – 0.20 | |
| Thép Carbon (C45) | Phay thô | 0.15 – 0.30 |
| Phay tinh | 0.08 – 0.15 | |
| Thép không gỉ (Inox 304) | Phay thô | 0.12 – 0.25 |
| Phay tinh | 0.05 – 0.12 | |
| Gang | Phay thô | 0.20 – 0.35 |
| Phay tinh | 0.10 – 0.20 |
Chiều sâu cắt (t và B)
Chiều sâu cắt là thông số xác định lượng vật liệu được bóc tách trong mỗi lượt chạy dao, và nó được chia thành hai thành phần riêng biệt.
- Chiều sâu cắt (
thoặcap– Axial depth of cut): Là chiều dày của lớp vật liệu được cắt đi, đo theo phương song song với trục của dao phay. Thông số này đặc biệt quan trọng trong các nguyên công phay hốc, phay vai. - Chiều rộng phay (
Bhoặcae– Radial depth of cut): Là chiều rộng của vùng vật liệu được cắt, đo theo phương vuông góc với trục dao và hướng chạy dao. Nó thể hiện mức độ “ăn” vào phôi theo phương ngang của dao.
Việc lựa chọn ap và ae không có công thức tính cố định mà phụ thuộc hoàn toàn vào chiến lược gia công, độ cứng vững của hệ thống và công suất của máy.
- Danh sách chiến lược chọn chiều sâu cắt:
- Gia công thô truyền thống (Traditional Roughing): Tối đa hóa lượng vật liệu bóc tách bằng cách sử dụng
aplớn (ví dụ: 50% chiều dài lưỡi cắt) vàaelớn (ví dụ: 70-90% đường kính dao). Chiến lược này đòi hỏi máy có công suất và độ cứng vững cao. - Gia công tinh (Finishing): Ưu tiên chất lượng bề mặt và độ chính xác, do đó sử dụng
aprất nhỏ (ví dụ: 0.1 – 0.5 mm) vàaevừa phải để tạo ra bề mặt mịn, sạch. - Gia công hiệu suất cao (High-Efficiency Milling – HEM): Đây là một chiến lược hiện đại, sử dụng
aprất lớn (thường là toàn bộ chiều dài lưỡi cắt) nhưngaelại rất nhỏ (ví dụ: 5-15% đường kính dao). Điều này kết hợp với tốc độ chạy dao (sp) cực cao cho phép loại bỏ vật liệu nhanh chóng mà không gây quá tải cho dao và máy. - Phay rãnh (Slotting): Trường hợp đặc biệt khi
aebằng đúng đường kính dao (ae = D). Đây là ứng dụng nặng nề nhất cho dao phay và thường đòi hỏi phải giảm đáng kể các thông sốvvàszso với phay mặt.
- Gia công thô truyền thống (Traditional Roughing): Tối đa hóa lượng vật liệu bóc tách bằng cách sử dụng
Trình tự tính toán chế độ cắt trong thực tế
Để chuyển đổi từ lý thuyết sang thông số cài đặt máy CNC, người vận hành cần tuân theo một quy trình 5 bước logic.
Quy trình này đảm bảo rằng tất cả các yếu tố đều được xem xét một cách hệ thống.
- Bước 1: Chọn Tốc độ cắt
v(m/ph) Đây là bước khởi đầu, xác định “nhiệt độ” của quá trình cắt. Giá trịvđược tra cứu từ catalogue của nhà sản xuất dao, sổ tay công nghệ hoặc các cơ sở dữ liệu phần mềm. Yếu tố quyết định là cặp vật liệu dao-phôi và điều kiện tưới nguội. - Bước 2: Tính Tốc độ quay trục chính
n(vòng/phút) Sau khi cóv, ta sử dụng nó để tính toán tốc độ quay trục chínhnmà máy cần đạt được. Công thức được suy ra từ công thức gốc:n = (1000 * v) / (π * D)
Kết quả
nnày sẽ được lập trình vào máy CNC bằng lệnh S (ví dụ:S2500tương ứng với n = 2500 vòng/phút). Cần lưu ý rằng nếu giá trịntính toán được vượt quá giới hạn tối đa của máy, ta buộc phải sử dụng tốc độ tối đa của máy và chấp nhận rằng tốc độ cắtvthực tế sẽ thấp hơn so với lý tưởng. - Bước 3: Chọn Lượng chạy dao răng
sz(mm/răng) Tương tự nhưv, giá trịszcũng được tra cứu dựa trên vật liệu, loại dao, và quan trọng là chiến lược gia công (thô hay tinh).szquyết định độ dày phoi và ảnh hưởng trực tiếp đến lực cắt. - Bước 4: Tính Tốc độ chạy dao phút
sp(mm/phút) Từnđã tính ở Bước 2 vàszđã chọn ở Bước 3, ta tính được tốc độ tiến dao thực tếspđể cài đặt cho máy:sp = sz * z * n
Kết quả
spnày sẽ được lập trình vào máy CNC bằng lệnh F (ví dụ:F500tương ứng với sp = 500 mm/phút). - Bước 5: Chọn Chiều sâu cắt
t(ap) và Chiều rộng phayB(ae) (mm) Đây là bước lựa chọn dựa trên chiến lược. Với gia công thô, ta chọnapvàaelớn để bóc tách vật liệu nhanh. Với gia công tinh, ta chọnapnhỏ để đạt chất lượng bề mặt tốt. Sự lựa chọn này phải luôn cân nhắc đến công suất và độ cứng vững của máy để tránh rung động và quá tải.
Ví dụ minh họa cụ thể
Để làm rõ quy trình trên, chúng ta hãy xét hai ví dụ thực tế với hai vật liệu và mục đích gia công khác nhau.
Ví dụ 1: Phay thô mặt chi tiết thép C45
- Bài toán: Cần phay thô bề mặt một khối thép C45. Sử dụng dao phay mặt gắn mảnh hợp kim (carbide) có đường kính
D = 100 mmvà cóz = 7lưỡi cắt. - Trình tự giải:
- Bước 1 (Chọn v): Tra Bảng 1, với cặp vật liệu Carbide – Thép Carbon, chọn
v = 160 m/phcho gia công thô. - Bước 2 (Tính n):
n = (1000 * 160) / (3.14 * 100) ≈ 509.5(vòng/phút). Ta làm tròn và chọn giá trị thực tế trên máy làn = 510vòng/phút. - Bước 3 (Chọn sz): Tra Bảng 2, với phay thô thép carbon, chọn
sz = 0.25 mm/răng. - Bước 4 (Tính sp):
sp = 0.25 * 7 * 510 = 892.5(mm/phút). Ta làm tròn và cài đặt vào máy làsp = 890mm/phút. - Bước 5 (Chọn ap, ae): Vì là phay thô, ta chọn chiều sâu cắt
ap = 2.5 mmvà chiều rộng phayae = 75 mm(75% đường kính dao).
- Bước 1 (Chọn v): Tra Bảng 1, với cặp vật liệu Carbide – Thép Carbon, chọn
- Kết quả lập trình G-code (tương đối):
S510 M03; G01 X... Y... F890;
Ví dụ 2: Phay tinh cạnh chi tiết hợp kim nhôm
- Bài toán: Cần phay tinh cạnh một chi tiết bằng hợp kim nhôm 6061. Sử dụng dao phay ngón hợp kim (solid carbide end mill) có đường kính
D = 12 mmvà cóz = 3lưỡi cắt. - Trình tự giải:
- Bước 1 (Chọn v): Tra Bảng 1, với cặp vật liệu Carbide – Nhôm, chọn
v = 700 m/phcho gia công tinh. - Bước 2 (Tính n):
n = (1000 * 700) / (3.14 * 12) ≈ 18574(vòng/phút). Giả sử máy CNC có tốc độ tối đa là 12000 RPM, ta buộc phải chọnn = 12000vòng/phút. - Bước 3 (Chọn sz): Tra Bảng 2, với phay tinh nhôm, chọn
sz = 0.12 mm/răng. - Bước 4 (Tính sp):
sp = 0.12 * 3 * 12000 = 4320(mm/phút). - Bước 5 (Chọn ap, ae): Vì là phay tinh, lượng dư rất mỏng, ta chọn chiều sâu cắt
ap = 8 mm(để phay hết cạnh) và chiều rộng phayae = 0.2 mm.
- Bước 1 (Chọn v): Tra Bảng 1, với cặp vật liệu Carbide – Nhôm, chọn
- Kết quả lập trình G-code (tương đối):
S12000 M03; G01 X... Y... F4320;
Các yếu tố ảnh hưởng và bí quyết hiệu chỉnh
Các công thức và bảng tra chỉ cung cấp một điểm xuất phát lý tưởng. Chế độ cắt tối ưu trong thực tế còn bị ảnh hưởng bởi nhiều yếu tố và đòi hỏi người vận hành phải biết “lắng nghe” và hiệu chỉnh.
- Vật liệu phôi và dao cụ: Đây là yếu tố nền tảng nhất. Các vật liệu khó gia công như thép không gỉ (dễ bị chai cứng) hay Titan (dẫn nhiệt kém) đòi hỏi phải giảm tốc độ cắt
vnhưng có thể duy trì lượng chạy daoszhợp lý để tránh ma sát quá mức. Lớp phủ trên dao (TiN, TiAlN, AlCrN…) có vai trò cực kỳ quan trọng, giúp tăng khả năng chịu nhiệt và cho phép tăngvlên 25-50% hoặc hơn. - Tình trạng máy móc: Một chiếc máy CNC mới, có độ cứng vững cao và trục chính khỏe cho phép chạy các chế độ cắt cao hơn. Ngược lại, máy cũ, có độ rơ (backlash) và độ cứng vững thấp đòi hỏi phải giảm các thông số, đặc biệt là chiều sâu cắt
ap,aevà lượng chạy daospđể tránh rung động. - Phương pháp gia công (Phay thuận và Phay nghịch):
- Phay thuận (Climb Milling): Là phương pháp phổ biến nhất trên máy CNC. Dao quay cùng chiều với hướng tiến của bàn máy, phoi được tạo ra từ dày đến mỏng. Phương pháp này giúp giảm lực cắt, kéo dài tuổi thọ dao và cho bề mặt hoàn thiện tốt hơn.
- Phay nghịch (Conventional Milling): Dao quay ngược chiều với hướng tiến. Phoi được tạo ra từ mỏng đến dày, gây ra ma sát và nhiệt độ ban đầu cao hơn, có thể làm mòn dao nhanh hơn. Tuy nhiên, nó lại hữu ích trên các máy cũ có độ rơ để khử đi sự rung động.
- Dung dịch trơn nguội (Coolant): Vai trò của dung dịch trơn nguội là bôi trơn và làm mát vùng cắt. Việc sử dụng coolant hiệu quả (tưới tràn, phun sương, tưới nguội qua trục chính) cho phép tăng tốc độ cắt
vmột cách đáng kể, đôi khi lên đến 30% hoặc hơn, đồng thời giúp thoát phoi tốt hơn. - Quan sát thực tế – “Nghệ thuật” của người thợ: Kinh nghiệm và sự nhạy bén của người vận hành là yếu tố không thể thay thế. Việc quan sát các dấu hiệu trong quá trình cắt là cách tốt nhất để tinh chỉnh chế độ cắt.
Bảng 3: Hướng dẫn xử lý sự cố và hiệu chỉnh chế độ cắt
| Triệu chứng quan sát | Nguyên nhân có thể | Giải pháp hiệu chỉnh |
|---|---|---|
| Tiếng rít lớn, rung động (Chatter) | Tốc độ trục chính (n) cộng hưởng với tần số tự nhiên của hệ thống; Lượng chạy dao (sz) quá thấp; Độ cứng vững kẹp chi tiết/dao kém. |
Thay đổi n tăng hoặc giảm 10%; Tăng sp lên 15-20%; Kiểm tra lại lực kẹp của đồ gá, đảm bảo dao được kẹp ngắn nhất có thể. |
| Phoi có màu xanh lam, cháy xém | Tốc độ cắt (v) quá cao, gây nhiệt độ quá mức; Thiếu dung dịch trơn nguội. |
Giảm n xuống 10-20% để giảm v; Kiểm tra lại hệ thống tưới nguội, đảm bảo dòng chảy đủ và đúng vị trí. |
| Lẹo dao (Built-Up Edge – BUE) | Thường xảy ra với vật liệu dẻo (Nhôm, Inox). Tốc độ cắt v quá thấp, khiến vật liệu dính vào lưỡi cắt. |
Tăng n lên 20-30% để tăng v; Sử dụng dao có lớp phủ chống dính (polished/uncoated cho nhôm, hoặc lớp phủ chuyên dụng). |
| Dao bị mẻ hoặc gãy đột ngột | Lượng chạy dao (sz) hoặc chiều sâu cắt (ap/ae) quá lớn, gây sốc lực; Dao đi vào góc hẹp đột ngột. |
Giảm sp và/hoặc ap/ae; Điều chỉnh đường chạy dao trong CAM để giảm tốc độ khi vào góc. |
| Bề mặt gia công kém, có vết xước | Lượng chạy dao (sz) quá lớn cho gia công tinh; Dao bị mòn; Rung động. |
Giảm sp; Thay lưỡi cắt hoặc dao mới; Áp dụng các giải pháp chống rung động ở trên. |
Kết luận
Việc nắm vững và áp dụng chính xác công thức tính chế độ cắt khi phay là một kỹ năng nền tảng, phân biệt giữa một người vận hành máy đơn thuần và một kỹ sư gia công thực thụ.
Các công thức tính tốc độ trục chính n = (1000 * v) / (π * D) và tốc độ chạy dao sp = sz * z * n là những công cụ toán học bất biến, cung cấp một điểm khởi đầu khoa học và đáng tin cậy cho mọi tác vụ phay.
Chúng giúp loại bỏ yếu tố phỏng đoán, đặt nền móng cho một quy trình sản xuất ổn định, hiệu quả và có thể lặp lại.
Tuy nhiên, cần phải nhấn mạnh rằng những con số tính toán được không phải là chân lý cuối cùng.
Chúng là những chỉ dẫn ban đầu, và sự tối ưu hóa thực sự đến từ kinh nghiệm, khả năng quan sát tinh tường và sự sẵn sàng hiệu chỉnh dựa trên các tín hiệu thực tế từ quá trình cắt—âm thanh của phoi, màu sắc của nó, độ rung của máy và chất lượng của bề mặt chi tiết.
Trong kỷ nguyên của Công nghiệp 4.0, các phần mềm CAM tiên tiến với những thuật toán thông minh đang ngày càng hỗ trợ đắc lực trong việc tự động hóa và tối ưu hóa chế độ cắt.
Dù vậy, sự am hiểu sâu sắc về các nguyên tắc cơ bản vẫn là tài sản vô giá, giúp người kỹ sư có thể can thiệp, xử lý sự cố và thực sự làm chủ công nghệ, thúc đẩy giới hạn của năng suất và chất lượng.
👉 Nếu bạn cần tư vấn hoặc hỗ trợ kỹ thuật, hãy liên hệ với công ty gia công cơ khí chính xác của chúng tôi để được hỗ trợ chuyên sâu.

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.