
Gia công cơ khí chinh xác
Đồ Gá Chi Tiết Dạng Càng: Cẩm Nang Toàn Diện Từ Thiết Kế Đến Gia Công Chính Xác

Cập nhật lần cuối 5 Tháng 3, 2026 bởi hang
Trong chuỗi giá trị của ngành chế tạo máy, chi tiết dạng càng (Levers/Arms) đóng vai trò là nhịp cầu truyền lực hoặc thay đổi hướng chuyển động trong các cơ cấu máy. Tuy nhiên, việc gia công loại chi tiết này luôn là một “thử thách” đối với bất kỳ xưởng cơ khí nào bởi hình dáng hình học không đối xứng, độ cứng vững thấp và yêu cầu cực cao về độ đồng tâm cũng như khoảng cách trục. Một sai lệch nhỏ trong khâu định vị có thể biến cả lô hàng thành phế phẩm. Vậy làm thế nào để kiểm soát được những biến số này?
Trong bài viết chuyên sâu dưới đây, Công ty TNHH Thương mại và Sản xuất Minh Triệu sẽ cùng bạn phân tích từ A-Z về đồ gá chi tiết dạng càng giải pháp then chốt để tối ưu hóa năng suất và đảm bảo chất lượng tuyệt đối trong sản xuất công nghiệp.
1. Tổng quan về đặc điểm cấu tạo của chi tiết dạng càng
Trước khi thiết kế đồ gá, kỹ sư tại Minh Triệu luôn bắt đầu bằng việc giải mã bản vẽ chi tiết. Chi tiết dạng càng thường xuất hiện dưới các hình thức như: tay biên, càng gạt số, đòn bẩy máy nông nghiệp, tay phanh…
1.1. Các bề mặt chức năng
Hầu hết các chi tiết dạng càng đều có hai nhóm bề mặt chính:
-
Các lỗ cơ bản: Đây là nơi lắp trục hoặc chốt, yêu cầu độ chính xác cấp 7-8 và độ nhám bề mặt thấp.
-
Các mặt đầu lỗ: Thường được dùng làm chuẩn định vị hoặc mặt tiếp xúc, đòi hỏi độ vuông góc với tâm lỗ.
1.2. Yêu cầu kỹ thuật điển hình
Một bộ đồ gá tốt phải giúp phôi đạt được các chỉ số:
-
Độ song song giữa các tâm lỗ (thường trong khoảng 0.01 – 0.05mm).
-
Độ không vuông góc giữa tâm lỗ và mặt đầu không quá 0.05/100mm chiều dài.
-
Khoảng cách giữa các tâm lỗ (Center-to-center distance) với dung sai cực ngặt.
2. Tư duy thiết kế đồ gá: Giải quyết bài toán “Yếu điểm” của phôi
Tại sao chi tiết dạng càng lại khó gia công? Đó là vì cấu trúc của chúng thường có phần thân dài nhưng tiết diện nhỏ, dẫn đến độ cứng vững kém.
2.1. Phân tích lực kẹp và biến dạng đàn hồi
Đây là phần mà nhiều đơn vị gia công non kinh nghiệm thường bỏ qua. Khi lực kẹp tác động, phôi dạng càng dễ bị uốn cong. Khi gia công xong, tháo đồ gá ra, phôi sẽ “đàn hồi” trở lại hình dáng cũ, khiến các lỗ vừa gia công bị xiên lệch. Giải pháp của Minh Triệu: Chúng tôi thiết kế các điểm kẹp phải nằm trên các điểm tỳ cứng. Nếu phôi quá dài, chúng tôi bổ sung các chốt tỳ phụ tự động hoặc chốt tỳ ren để tăng cường độ cứng vững mà không làm biến đổi vị trí định vị chính.
2.2. Bài toán nhiệt luyện và ứng suất dư
Thân đồ gá sau khi gia công thô cần được ủ để khử ứng suất dư trước khi gia công tinh. Nếu không, sau một thời gian sử dụng, chính bộ đồ gá sẽ bị “vặn”, dẫn đến sai số hệ thống trên toàn bộ sản phẩm.
3. Chi tiết sơ đồ định vị 6 bậc tự do cho chi tiết dạng càng
Để một bài viết đạt chuẩn chuyên gia, chúng ta cần mô tả chi tiết cách khống chế các bậc tự do.

3.1. Chọn chuẩn định vị
Thông thường, quy trình sẽ chia làm 2 giai đoạn:
-
Gia công mặt đầu và lỗ chuẩn: Lúc này dùng chuẩn thô là các mặt bao quanh càng.
-
Gia công các bề mặt còn lại: Dùng chuẩn tinh là mặt đầu đã phẳng và hai lỗ đã gia công.
3.2. Sử dụng bộ chốt định vị chuyên dụng
-
Mặt phẳng đáy (Phiến tỳ): Khống chế 3 bậc tự do (Tịnh tiến Z, Quay X, Quay Y).
-
Chốt trụ ngắn: Lắp vào lỗ chuẩn thứ nhất, khống chế 2 bậc tự do (Tịnh tiến X, Tịnh tiến Y).
-
Chốt trám (Chốt dẹt): Đây là “linh hồn” của đồ gá dạng càng. Nó khống chế bậc tự do quay quanh tâm chốt trụ thứ nhất. Tại sao dùng chốt trám? Vì nó cho phép sai số khoảng cách giữa hai lỗ chuẩn trên phôi mà vẫn đảm bảo định vị chính xác hướng quay.
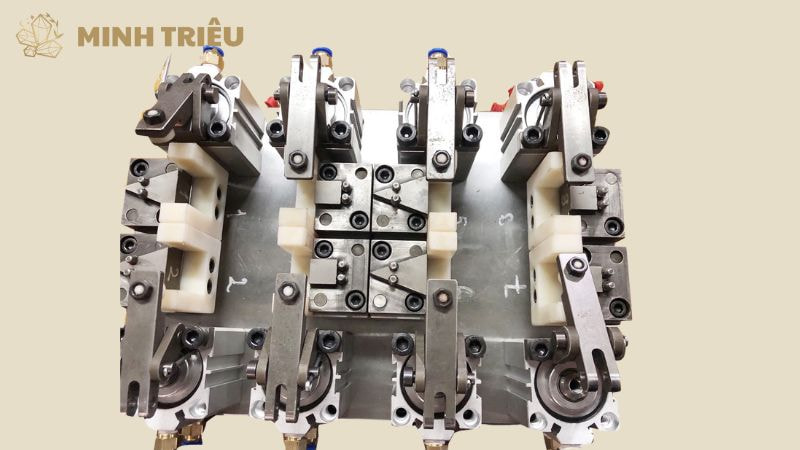
4. Các loại cơ cấu kẹp chặt tối ưu năng suất
Tùy vào quy mô sản xuất (loạt chiếc hay loạt lớn), Minh Triệu sẽ tư vấn loại cơ cấu kẹp phù hợp.
4.1. Kẹp bằng cơ cấu ren vít và đòn bẩy
-
Ưu điểm: Lực kẹp lớn, đơn giản, rẻ tiền.
-
Nhược điểm: Thời gian tháo lắp lâu, phụ thuộc vào lực tay của công nhân (dễ gây biến dạng phôi không đều).
4.2. Kẹp nhanh (Toggle Clamps)
Phù hợp cho các chi tiết nhỏ, lực cắt không quá lớn. Giúp rút ngắn thời gian phụ xuống chỉ còn vài giây.
4.3. Đồ gá khí nén và thủy lực
Đây là đỉnh cao của tự động hóa mà Minh Triệu đang triển khai cho các nhà máy FDI.
-
Lợi ích: Lực kẹp luôn ổn định (được kiểm soát qua van điều áp), triệt tiêu hoàn toàn sai số do yếu tố con người.
-
Ứng dụng: Trên các máy phay CNC 3 trục, 4 trục tốc độ cao.
5. Quy trình công nghệ gia công chi tiết dạng càng tại Minh Triệu
Chúng tôi tuân thủ quy trình nghiêm ngặt để đảm bảo mỗi bộ đồ gá xuất xưởng đều là một tác phẩm kỹ thuật:

-
Nghiên cứu phôi: Kiểm tra độ dư gia công, vật liệu phôi (gang, thép hay nhôm).
-
Thiết kế 3D: Sử dụng phần mềm chuyên dụng để mô phỏng đường chạy dao, đảm bảo dao không va chạm vào đồ gá.
-
Lựa chọn vật liệu làm đồ gá: Thân đồ gá: Gang xám để giảm chấn hoặc thép C45. Các chi tiết định vị: Thép hợp kim SKD11, 20Cr nhiệt luyện thấm cacbon đạt độ cứng 58-62 HRC.
-
Gia công tinh và lắp ráp: Thực hiện trên máy CNC độ chính xác cao tại xưởng Lai Xá.
-
Thử nghiệm và hiệu chuẩn: Gia công thử ít nhất 5-10 mẫu để đo kiểm chỉ số CPK (năng lực quá trình).
6. Tại sao sự hiện diện của Minh Triệu tại Hải Phòng và Hà Nội lại quan trọng?
Chúng tôi hiểu rằng trong ngành cơ khí, sự hỗ trợ tức thì là vô giá.
-
Tại Hải Phòng: Tập trung đội ngũ tư vấn, tiếp nhận yêu cầu từ các doanh nghiệp cảng biển và cơ khí đóng tàu, vận tải.
-
Tại Hà Nội (Xưởng sản xuất KCN Lai Xá): Là “trái tim” công nghệ, nơi quy tụ các máy móc hiện đại nhất để biến bản vẽ thành hiện thực. Sự kết nối giữa hai địa điểm giúp khách hàng luôn nhận được sự hỗ trợ nhanh nhất về mặt kỹ thuật và hậu mãi.
7. Những lưu ý “sống còn” khi bảo trì đồ gá
Một bộ đồ gá chính xác hôm nay không có nghĩa là sẽ chính xác mãi mãi.
-
Vệ sinh bề mặt định vị: Chỉ cần một hạt phôi (bavia) dính trên phiến tỳ, toàn bộ lô hàng sẽ bị lệch.
-
Kiểm tra độ mòn chốt: Chốt định vị cần được kiểm tra định kỳ bằng panme. Nếu độ rơ vượt quá mức cho phép, cần thay thế ngay. Minh Triệu luôn sẵn kho linh kiện tiêu chuẩn để hỗ trợ khách hàng.
8. Kết luận
Thiết kế và chế tạo đồ gá chi tiết dạng càng không chỉ đơn thuần là việc lắp ghép các khối thép, mà đó là nghệ thuật của sự chính xác và tư duy tối ưu hóa sản xuất. Một bộ đồ gá tốt là bộ đồ gá giúp người thợ vận hành dễ dàng nhất, tốc độ nhanh nhất và sai số thấp nhất.
Với nền tảng kỹ thuật vững chắc và tâm thế đồng hành cùng sự phát triển của khách hàng, Công ty TNHH Thương mại và Sản xuất Minh Triệu tự tin là đối tác tin cậy cho mọi nhu cầu về Jig và đồ gá chuyên dụng.
Thông tin liên hệ doanh nghiệp:
-
Tên công ty: Công ty TNHH Thương Mại Và Sản Xuất Minh Triệu
-
Mã số thuế: 0201904693
-
Hotline tư vấn kỹ thuật: 0886.151.688
-
Văn phòng Hải Phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.
-
Xưởng sản xuất Hà Nội: Số 3, lô 5, cụm công nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.