
Gia công cơ khí chinh xác
Chuẩn Định Vị Là Gì? Nguyên Tắc Vàng Trong Gia Công Cơ Khí Chính Xác
Cập nhật lần cuối 16 Tháng 1, 2026 bởi Nguyễn Minh Triệu
Trong ngành gia công cơ khí chính xác theo yêu cầu, sự khác biệt giữa một sản phẩm hoàn hảo và một phế phẩm đôi khi chỉ nằm ở vài micron. Để đạt được độ chính xác tuyệt đối đó, việc xác định chuẩn định vị đóng vai trò là “kim chỉ nam” cho toàn bộ quá trình sản xuất.
Tại Công ty TNHH Thương Mại Và Sản Xuất Minh Triệu, chúng tôi hiểu rằng việc lựa chọn chuẩn định vị sai không chỉ gây lãng phí vật tư mà còn ảnh hưởng trực tiếp đến uy tín của doanh nghiệp. Bài viết này sẽ phân tích sâu về kỹ thuật định vị và cách ứng dụng thực tế trong nhà máy.
1. Khái niệm Chuẩn Định Vị trong cơ khí
Chuẩn định vị (Locating Reference) là tập hợp các bề mặt, đường hoặc điểm trên chi tiết gia công được dùng để xác định vị trí tương quan giữa chi tiết đó với dụng cụ cắt hoặc các chi tiết khác trong quá trình gia công, kiểm tra và lắp ráp.
Hiểu một cách đơn giản, khi bạn đặt một phôi lên bàn máy CNC, chuẩn định vị giúp hệ thống máy hiểu được phôi đang nằm ở đâu để thực hiện các bước cắt gọt chính xác theo bản vẽ thiết kế.
2. Phân loại các loại chuẩn định vị phổ biến
Việc phân loại chuẩn giúp các kỹ sư cơ khí có cái nhìn hệ thống để đưa ra phương án gá đặt tối ưu nhất.
2.1. Chuẩn thiết kế
Căn cứ xác định vị trí các bề mặt, đường hoặc điểm trong quá trình thiết kế trên bản vẽ, dùng để tính toán kích thước và dung sai hình học.
2.2. Chuẩn công nghệ (Gia công – Kiểm tra – Lắp ráp)
Đây là loại chuẩn quan trọng nhất trong thực tế sản xuất tại xưởng:
- Chuẩn gia công: Xác định vị trí chi tiết trên máy khi cắt gọt.
- Chuẩn kiểm tra: Dùng để đo đạc sai số sau khi gia công (thường dùng máy đo CMM).
- Chuẩn lắp ráp: Căn cứ để ghép nối các chi tiết vào cụm máy.
2.3. Bảng so sánh Chuẩn Tinh và Chuẩn Thô
| Đặc điểm | Chuẩn Thô | Chuẩn Tinh |
|---|---|---|
| Bề mặt | Chưa qua gia công (phôi đúc, rèn, cán) | Đã qua gia công cắt gọt |
| Sử dụng | Dùng cho nguyên công đầu tiên | Dùng cho các nguyên công sau |
| Mục đích | Loại bỏ lớp dư, tạo bề mặt chuẩn tinh | Đạt độ chính xác cao, độ bóng bề mặt |
| Lưu ý | Không nên dùng quá 1 lần | Nên chọn bề mặt quan trọng nhất |
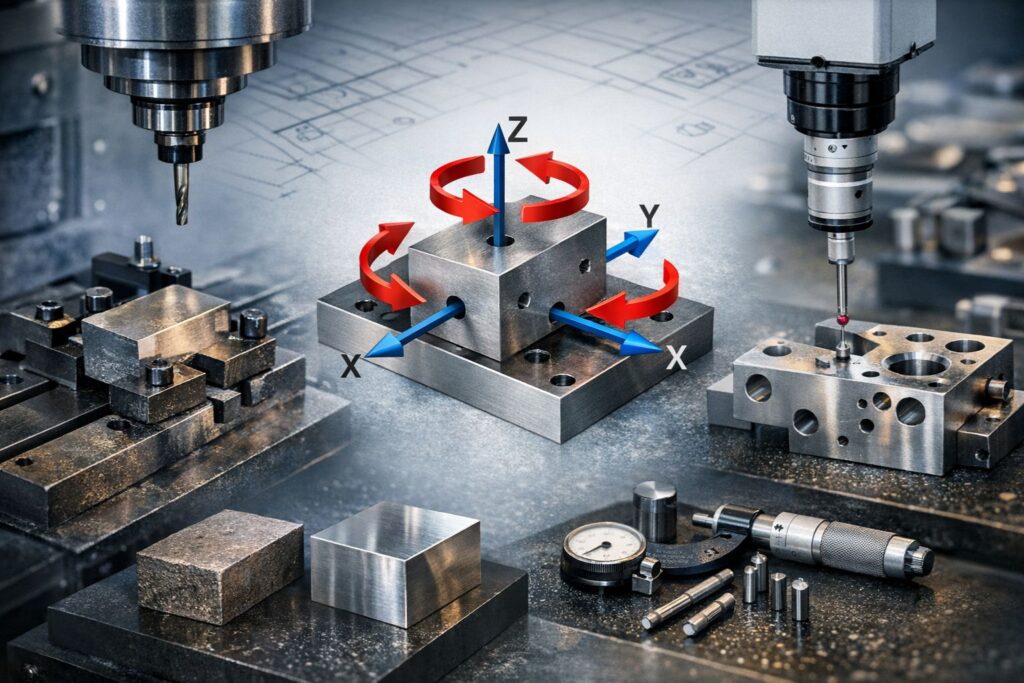
3. Nguyên tắc 6 bậc tự do trong định vị chi tiết
Trong không gian ba chiều, một vật thể tự do có 6 bậc tự do (3 bậc tịnh tiến dọc theo các trục Ox, Oy, Oz và 3 bậc quay quanh các trục đó). Để định vị hoàn toàn một chi tiết, Minh Triệu áp dụng quy tắc điểm tựa:
- Mặt đáy (Mặt chính): Khống chế 3 bậc tự do (bao gồm 1 tịnh tiến theo trục Oz và 2 quay quanh trục Ox, Oy).
- Mặt cạnh (Mặt dẫn hướng): Khống chế 2 bậc tự do (bao gồm 1 tịnh tiến theo trục Oy và 1 quay quanh trục Oz).
- Mặt chặn: Khống chế 1 bậc tự do còn lại (tịnh tiến theo trục Ox).
Lời khuyên từ Minh Triệu: Tránh hiện tượng siêu định vị (khống chế một bậc tự do quá một lần) vì sẽ gây ra ứng suất dư và làm cong vênh chi tiết khi kẹp chặt.
4. Tại sao xác định “Chuẩn định vị” sai lại gây phế phẩm?
- Sai số chuẩn: Xảy ra khi chuẩn định vị không trùng với chuẩn thiết kế. Điều này khiến kích thước gia công bị sai lệch do sự dịch chuyển của bề mặt chuẩn.
- Sai số kẹp chặt: Nếu mặt chuẩn không đủ cứng vững, lực kẹp của máy CNC sẽ làm chi tiết biến dạng. Sau khi gia công xong và nới kẹp, chi tiết sẽ trở lại hình dáng cũ nhưng các bề mặt gia công đã bị lệch kích thước.
Tại xưởng gia công của chúng tôi ở KCN Lai Xá, mọi quy trình đều phải triệt tiêu sai số này ngay từ khâu thiết kế đồ gá (Jig).
5. Quy trình ứng dụng chuẩn định vị tại Nhà máy Minh Triệu
- Hội chẩn kỹ thuật: Đội ngũ kỹ sư tại Hà Nội và Hải Phòng phân tích bản vẽ, thống nhất chuẩn tinh phụ cho các chi tiết có hình khối phức tạp.
- Thiết kế Jig chuyên dụng: Tự chế tạo đồ gá định vị để đảm bảo tính lặp lại cho các đơn hàng số lượng lớn.
- Gia công CNC và Kiểm soát QC: Sử dụng hệ thống đo kiểm hiện đại để xác nhận độ đồng tâm, độ phẳng dựa trên mặt chuẩn đã chọn.
6. Giải đáp thắc mắc về Chuẩn định vị
Câu hỏi: Có thể chọn mặt chuẩn thô làm chuẩn định vị cuối cùng không? Trả lời: Không. Chuẩn thô chỉ dùng để tạo ra mặt chuẩn tinh. Để đạt độ chính xác ở mức micron, bắt buộc phải định vị bằng chuẩn tinh.
Câu hỏi: Làm sao để hạn chế sai số khi chuẩn định vị không trùng chuẩn thiết kế? Trả lời: Cần sử dụng các phương pháp tính toán chuỗi kích thước công nghệ để bù trừ sai số hoặc thay đổi quy trình thứ tự các nguyên công.
Minh Triệu – Công ty gia công cơ khí chính xác & Tự động hóa uy tín
Chúng tôi cung cấp giải pháp tổng thể từ các dịch vụ gia công cơ khí chính xác theo yêu cầu đến thiết kế hệ thống tự động hóa cho nhà máy.
- Nhà máy: Số 3, lô 5, Khu Công Nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.
- Văn phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.
- Hotline/Whatsapp/Line: +84 886 151 688
- Email: business@minhtrieu.vn
[Nhận Tư Vấn Kỹ Thuật Miễn Phí Ngay]

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.