
PLC
Xử Lý Ngắt (Interrupt Handling) Trong PLC: Nâng Cao Tốc Độ Đáp Ứng và Độ Tin Cậy Trong Công Nghiệp
PLC (Bộ điều khiển logic khả trình) là trung tâm của sản xuất công nghiệp hiện đại, nơi nhiều sự kiện đòi hỏi xử lý tức thì, vượt qua chu kỳ quét thông thường. Xử lý ngắt (Interrupt Handling) trong PLC là cơ chế mạnh mẽ cho phép CPU PLC phản ứng tức thời với các sự kiện bên ngoài hoặc bên trong, đảm bảo tốc độ đáp ứng và độ chính xác thời gian cao. Việc triển khai hiệu quả chương trình xử lý ngắt giúp tối ưu hóa hiệu suất PLC và nâng cao độ tin cậy của hệ thống điều khiển.
Bài viết này sẽ định nghĩa ngắt, so sánh với chương trình chính, phân tích các loại ngắt phổ biến như ngắt phần cứng, ngắt thời gian, và ngắt lỗi. Chúng ta sẽ đi sâu vào cách lập trình ngắt trên các nền tảng PLC Siemens, PLC Allen-Bradley, PLC Mitsubishi, và PLC Omron, cùng các lưu ý khi triển khai. Cuối cùng, bài viết sẽ trình bày ứng dụng thực tế của ngắt trong điều khiển tốc độ cao, xử lý sự kiện khẩn cấp, và ghi dữ liệu chính xác, nhấn mạnh vai trò của ngắt trong việc nâng cao độ tin cậy và hiệu quả.
1. Tổng Quan Về Xử Lý Ngắt (Interrupt Handling) Trong PLC
1.1. Ngắt (Interrupt) là gì trong ngữ cảnh PLC?
Ngắt (Interrupt) là một tín hiệu đặc biệt, có thể phát sinh từ phần cứng hoặc phần mềm, báo hiệu cho CPU PLC rằng một sự kiện quan trọng đã xảy ra và yêu cầu được xử lý ngay lập tức với ưu tiên ngắt (interrupt priority) cao hơn chương trình chính (main program). Khi một tín hiệu ngắt được kích hoạt, CPU PLC sẽ tạm dừng việc thực thi chương trình chính hiện tại, lưu trữ toàn bộ trạng thái của nó (bao gồm các thanh ghi, con trỏ lệnh), và lập tức chuyển quyền điều khiển đến một chương trình con hoặc một khối chương trình chuyên dụng được gọi là chương trình xử lý ngắt (Interrupt Service Routine – ISR). Sau khi chương trình xử lý ngắt hoàn thành các tác vụ cần thiết, CPU PLC sẽ khôi phục trạng thái đã lưu và tiếp tục thực thi chương trình chính từ chính xác vị trí mà nó đã bị gián đoạn.
1.2. Tại sao cần sử dụng ngắt trong sản xuất công nghiệp?
Ngắt PLC đóng vai trò thiết yếu trong sản xuất công nghiệp vì nó cho phép phản ứng nhanh chóng và kịp thời với các sự kiện quan trọng, không bị giới hạn bởi chu kỳ quét (scan cycle) của chương trình chính. Điều này đặc biệt quan trọng đối với các tác vụ nhạy cảm về thời gian như đếm tốc độ cao (ví dụ: đếm sản phẩm trên băng tải tốc độ nhanh), đo lường vị trí chính xác từ encoder, hoặc xử lý các sự kiện khẩn cấp (như tín hiệu dừng khẩn cấp).
Sử dụng ngắt đảm bảo độ chính xác thời gian cao, giúp hệ thống điều khiển duy trì sự đồng bộ chính xác giữa PLC và các thiết bị ngoại vi. Hơn nữa, xử lý ngắt góp phần nâng cao đáng kể hiệu suất PLC và độ tin cậy của toàn bộ hệ thống điều khiển, đặc biệt trong các môi trường công nghiệp đòi hỏi tính thời gian thực cao.
1.3. So sánh Xử lý ngắt với Chương trình chính (Cyclic Program)
Sự khác biệt cơ bản giữa xử lý ngắt và chương trình chính (Cyclic Program) nằm ở cơ chế thực thi và mức độ ưu tiên.
- Chương trình chính (Cyclic Program): Thực thi tuần tự và lặp đi lặp lại theo một chu kỳ quét cố định (ví dụ: mỗi 5ms, 10ms). Thời gian đáp ứng của nó phụ thuộc trực tiếp vào độ dài của chu kỳ quét; nếu một sự kiện xảy ra ngay sau khi chương trình vừa kết thúc một chu kỳ, nó sẽ phải chờ đến chu kỳ tiếp theo để được xử lý. Loại chương trình này phù hợp cho các tác vụ điều khiển thông thường, không yêu cầu tốc độ đáp ứng quá cao.
- Chương trình xử lý ngắt (Interrupt Program): Thực thi bất đồng bộ, chỉ khi một sự kiện ngắt cụ thể xảy ra. Nó có ưu tiên ngắt (interrupt priority) cao hơn nhiều so với chương trình chính. Khi một ngắt được kích hoạt, CPU PLC sẽ lập tức dừng chương trình hiện tại để chạy chương trình ngắt, đảm bảo tốc độ đáp ứng rất nhanh, gần như tức thì. Loại chương trình này lý tưởng cho các tác vụ khẩn cấp hoặc nhạy cảm về thời gian. Tóm lại, xử lý ngắt bổ sung, không thay thế, cho chương trình chính, tạo nên một hệ thống điều khiển linh hoạt và mạnh mẽ hơn, có khả năng xử lý cả các tác vụ định kỳ và các sự kiện bất ngờ với hiệu quả tối ưu.
2. Các Loại Ngắt Phổ Biến Trong PLC
2.1. Ngắt phần cứng (Hardware Interrupt)
Ngắt phần cứng (Hardware Interrupt) được kích hoạt trực tiếp bởi sự thay đổi trạng thái vật lý của một đầu vào chuyên dụng trên PLC, thường là các cổng I/O tốc độ cao được thiết kế riêng cho mục đích này. Loại ngắt này phản ứng cực kỳ nhanh chóng và có độ chính xác thời gian rất cao, do nó được xử lý ở cấp độ phần cứng gần với CPU PLC.
Các ví dụ điển hình bao gồm việc phát hiện cạnh (edge detection) của tín hiệu từ encoder (dùng trong đếm tốc độ cao hoặc đo lường vị trí chính xác), tín hiệu từ cảm biến vị trí, hoặc tín hiệu từ nút nhấn dừng khẩn cấp. Do đặc tính tốc độ và độ tin cậy, ngắt phần cứng là lý tưởng cho các ứng dụng điều khiển tốc độ cao và các tác vụ yêu cầu phản ứng tức thì để đảm bảo an toàn hoặc chính xác vị trí.
2.2. Ngắt thời gian (Time Interrupt / Cyclic Interrupt)
Ngắt thời gian (Time Interrupt), thường được gọi là ngắt chu kỳ (Cyclic Interrupt), là một loại ngắt được kích hoạt định kỳ sau mỗi một khoảng thời gian cố định và chính xác. PLC sẽ tự động thực thi chương trình xử lý ngắt sau mỗi khoảng thời gian đã được cấu hình trước (ví dụ: 1ms, 10ms, 100ms). Loại ngắt này đặc biệt hữu ích cho các ứng dụng đòi hỏi sự thực thi đồng bộ và lặp lại theo chu kỳ thời gian nhất định.
Các ứng dụng điển hình bao gồm ghi dữ liệu chính xác theo thời gian (ví dụ: lấy mẫu tín hiệu từ cảm biến Analog để theo dõi biến quá trình (PV)), thực hiện các thuật toán điều khiển nhạy cảm với chu kỳ (như bộ điều khiển PID cần được tính toán với tần số cố định), hoặc đồng bộ hóa các tác vụ khác trong hệ thống điều khiển. Ngắt thời gian đảm bảo độ chính xác thời gian và tính ổn định cho các tác vụ định kỳ.
2.3. Ngắt lỗi (Error Interrupt)
Ngắt lỗi (Error Interrupt) được kích hoạt khi có một sự cố hoặc lỗi nghiêm trọng xảy ra trong hệ thống điều khiển hoặc chính bản thân PLC. Các loại lỗi có thể kích hoạt ngắt lỗi bao gồm: lỗi phần cứng (ví dụ: hỏng CPU PLC, lỗi module I/O), lỗi bộ nhớ, lỗi trong quá trình thực thi chương trình (ví dụ: chia cho 0, truy cập vùng nhớ không hợp lệ), hoặc lỗi truyền thông (ví dụ: mất kết nối với thiết bị ngoại vi).
Khi một ngắt lỗi xảy ra, chương trình xử lý ngắt dành cho lỗi sẽ được kích hoạt ngay lập tức để thực hiện các hành động khẩn cấp như dừng quá trình, đưa hệ thống về trạng thái an toàn, ghi nhật ký lỗi chi tiết để hỗ trợ gỡ lỗi PLC, hoặc kích hoạt cảnh báo cho người vận hành. Cơ chế này nâng cao đáng kể độ tin cậy và khả năng chẩn đoán của toàn bộ hệ thống điều khiển, giúp giảm thiểu thời gian ngừng máy và đảm bảo an toàn vận hành.
2.4. Các loại ngắt khác (Communication, Delayed, etc.)
Ngoài các loại ngắt chính đã nêu, PLC còn hỗ trợ nhiều loại ngắt khác để đáp ứng các yêu cầu đa dạng của sản xuất công nghiệp.
- Ngắt truyền thông (Communication Interrupt): Kích hoạt khi có một sự kiện cụ thể liên quan đến truyền thông, chẳng hạn như nhận được gói dữ liệu quan trọng, hoàn thành một giao dịch truyền thông, hoặc phát hiện lỗi trong quá trình truyền dữ liệu giữa PLC và các thiết bị khác.
- Ngắt trễ (Delayed Interrupt): Là một biến thể của ngắt, được cấu hình để kích hoạt sau một khoảng thời gian nhất định kể từ khi một sự kiện khác đã xảy ra, thường dùng để chờ đợi một điều kiện ổn định trước khi thực hiện tác vụ ngắt.
- Event-driven: Đây là một thuật ngữ chung mô tả các loại ngắt được kích hoạt bởi sự kiện cụ thể, bao gồm ngắt phần cứng (do thay đổi trạng thái đầu vào), ngắt truyền thông, và các ngắt khác phản ứng với các sự kiện bất ngờ.
- Time-driven: Là thuật ngữ chung cho các ngắt được kích hoạt theo thời gian, điển hình là ngắt thời gian (Cyclic Interrupt), đảm bảo các tác vụ được thực thi đều đặn. Mỗi loại ngắt này được thiết kế để xử lý một loại sự kiện cụ thể, tối ưu hóa hiệu suất PLC và khả năng phản ứng của hệ thống điều khiển trong các tình huống khác nhau.
3. Lập Trình Xử Lý Ngắt (Interrupt Program) Trong PLC
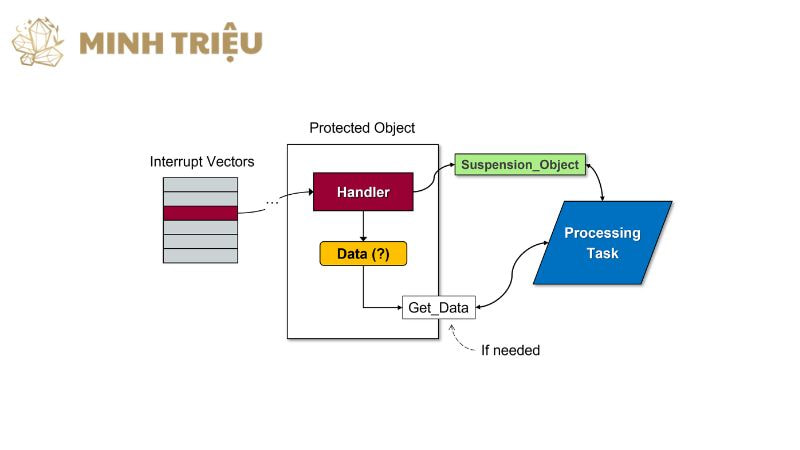
3.1. Cấu trúc chương trình ngắt (Interrupt Service Routine – ISR)
Trong các nền tảng PLC Siemens, chương trình xử lý ngắt (Interrupt Service Routine – ISR) thường được tổ chức dưới dạng một khối tổ chức (Organization Block – OB) được đánh số cụ thể. Ví dụ, OB40 được dành cho ngắt phần cứng, trong khi OB30 đến OB38 được sử dụng cho các ngắt thời gian định kỳ. Trong các PLC Allen-Bradley, chương trình xử lý ngắt thường được triển khai dưới dạng một Routine chuyên biệt nằm trong một Task được cấu hình là “Event Task” hoặc “Periodic Task”.
ISR là một chương trình con hoặc một Function Block (FB) được thiết kế riêng để xử lý hiệu quả sự kiện ngắt. Khi lập trình ISR, các kỹ sư tự động hóa cần đặc biệt chú ý đến việc tối ưu hóa mã để đảm bảo tốc độ đáp ứng nhanh nhất, giảm thiểu thời gian chiếm giữ CPU PLC, và tránh gây ảnh hưởng tiêu cực đến hoạt động của chương trình chính.
3.2. Cấu hình và kích hoạt ngắt trên PLC
Kích hoạt ngắt trên PLC đòi hỏi việc cấu hình cẩn thận trong phần mềm lập trình.
- Đối với ngắt phần cứng, việc kích hoạt thường được thực hiện thông qua cấu hình phần cứng của module I/O chuyên dụng (ví dụ: trong TIA Portal của PLC Siemens, người dùng sẽ cấu hình một đầu vào kỹ thuật số là “High Speed Counter” hoặc liên kết nó với một “Technology Object” cụ thể).
- Đối với ngắt thời gian, người dùng cần cấu hình khoảng thời gian kích hoạt (ví dụ: 1ms, 10ms, 100ms) trong thuộc tính của OB tương ứng (ví dụ: OB35 trong Siemens).
- Ưu tiên ngắt (Interrupt Priority) là một yếu tố quan trọng khác cần được cấu hình. Các loại ngắt khác nhau có thể được gán các mức ưu tiên khác nhau; một ngắt có ưu tiên cao hơn có khả năng làm gián đoạn một ngắt có ưu tiên thấp hơn đang được thực thi. Việc cấu hình đúng đắn các thông số này giúp PLC nhận biết và xử lý các sự kiện ngắt một cách chính xác và hiệu quả.
3.3. Các lưu ý khi lập trình ngắt
Khi lập trình ngắt, kỹ sư tự động hóa cần tuân thủ một số nguyên tắc quan trọng để đảm bảo hiệu suất PLC và độ tin cậy của hệ thống điều khiển.
- Thời gian thực thi ngắn: Chương trình xử lý ngắt nên được viết càng ngắn gọn, súc tích càng tốt. Mục tiêu là để nó hoàn thành tác vụ nhanh chóng và trả quyền điều khiển về chương trình chính, giảm thiểu thời gian chiếm giữ CPU PLC.
- Tránh các lệnh tốn thời gian: Hạn chế tối đa việc sử dụng các lệnh truyền thông chậm, các lệnh ghi/đọc dữ liệu lớn từ hoặc đến bộ nhớ ngoài, hoặc các phép tính toán quá phức tạp trong ISR. Những thao tác này có thể kéo dài thời gian thực thi của ngắt và làm ảnh hưởng đến tính thời gian thực của hệ thống.
- Sử dụng các vùng nhớ an toàn: Cần đặc biệt chú ý đến việc truy cập và thao tác dữ liệu giữa chương trình xử lý ngắt và chương trình chính để tránh các lỗi đồng bộ (data inconsistency) hoặc lỗi đọc/ghi dữ liệu không mong muốn. Trong một số trường hợp, cần sử dụng các cơ chế khóa (mutex) hoặc vùng nhớ đệm (buffer) để đảm bảo an toàn dữ liệu.
- Gỡ lỗi PLC khi có ngắt có thể phức tạp hơn so với chương trình thông thường, yêu cầu các công cụ chuyên biệt (như chức năng trace) và kinh nghiệm sâu rộng để theo dõi luồng thực thi và xác định nguyên nhân lỗi.

4. Ứng Dụng Thực Tế của Xử Lý Ngắt Trong Sản Xuất Công Nghiệp
4.1. Đếm tốc độ cao và đo lường vị trí chính xác
Ngắt phần cứng là giải pháp lý tưởng cho các ứng dụng đếm tốc độ cao và đo lường vị trí chính xác trong sản xuất công nghiệp. Ví dụ, khi đếm sản phẩm trên một băng tải di chuyển nhanh, hoặc khi cần đo lường vị trí, tốc độ, và hướng quay của động cơ sử dụng tín hiệu từ encoder. Mỗi xung điện từ cảm biến sẽ kích hoạt một ngắt phần cứng, cho phép PLC ghi nhận và xử lý xung đó ngay lập tức, đảm bảo không bỏ sót bất kỳ xung nào ngay cả khi tốc độ thay đổi rất nhanh. Điều này mang lại độ chính xác vượt trội trong các hệ thống định vị, kiểm soát số lượng sản phẩm, và giám sát chuyển động, cải thiện đáng kể hiệu suất PLC của toàn bộ máy móc.
4.2. Xử lý các sự kiện khẩn cấp và bảo vệ an toàn
Các chương trình xử lý ngắt đóng vai trò quan trọng trong việc đảm bảo an toàn cho con người và thiết bị trong môi trường sản xuất công nghiệp. Các thiết bị an toàn như nút nhấn dừng khẩn cấp (Emergency Stop), rào chắn an toàn (light curtain), hoặc cảm biến cửa bảo vệ thường được kết nối với các đầu vào chuyên dụng có khả năng kích hoạt ngắt phần cứng.
Khi một sự kiện khẩn cấp xảy ra (ví dụ: nhân viên nhấn nút dừng khẩn cấp hoặc vượt qua rào chắn an toàn), chương trình xử lý ngắt tương ứng sẽ được kích hoạt ngay lập tức, bất kể PLC đang thực thi phần nào của chương trình chính. Chương trình ngắt sẽ thực hiện các hành động khẩn cấp đã được lập trình sẵn, như cắt nguồn điện cho máy móc, đưa hệ thống về trạng thái an toàn, hoặc kích hoạt còi báo động, giúp ngăn ngừa tai nạn và bảo vệ tối đa. Điều này nâng cao độ tin cậy và tính an toàn của toàn bộ hệ thống điều khiển.

4.3. Đồng bộ hóa và ghi dữ liệu thời gian thực
Ngắt thời gian (Cyclic Interrupt) được sử dụng rộng rãi để đồng bộ hóa các tác vụ và đảm bảo ghi dữ liệu chính xác theo thời gian trong sản xuất công nghiệp. Ví dụ, trong các ứng dụng điều khiển, việc lấy mẫu dữ liệu từ cảm biến Analog (đo biến quá trình (PV)) cần được thực hiện tại các khoảng thời gian cố định và chính xác để bộ điều khiển PID có thể hoạt động hiệu quả. Ngắt thời gian đảm bảo rằng các tác vụ này được thực hiện đều đặn, không bị ảnh hưởng bởi sự thay đổi của chu kỳ quét chương trình chính.
Điều này không chỉ giúp cho việc điều khiển mượt mà hơn mà còn cung cấp dữ liệu PLC chất lượng cao cho việc phân tích dữ liệu, chẩn đoán lỗi, và tối ưu hóa hệ thống điều khiển. Khả năng đồng bộ hóa chính xác này là nền tảng cho nhiều ứng dụng công nghệ cao, đòi hỏi độ chính xác thời gian khắt khe.
5. Lập Trình Xử Lý Ngắt Trên Các Nền Tảng PLC Cụ Thể
5.1. Xử lý ngắt trên PLC Siemens (TIA Portal)
PLC Siemens cung cấp một kiến trúc mạnh mẽ để xử lý ngắt thông qua việc sử dụng các khối Tổ chức (Organization Blocks – OBs) chuyên biệt. Các OB này được thiết kế để tự động kích hoạt khi một sự kiện ngắt tương ứng xảy ra.
- Đối với ngắt phần cứng, kỹ sư tự động hóa sẽ sử dụng
OB40(Hardware Interrupt OB). Việc kích hoạtOB40được thực hiện trong phần Device Configuration của TIA Portal, nơi người dùng gán các sự kiện I/O cụ thể (ví dụ: cạnh lên/xuống của một đầu vào) cho chương trình xử lý ngắt này. - Đối với ngắt thời gian định kỳ, PLC Siemens cung cấp các OB như
OB30đếnOB38(Cyclic Interrupt OBs). Người dùng cấu hình khoảng thời gian kích hoạt (ví dụ: 10ms, 100ms) trong thuộc tính của các OB này, đảm bảo chúng được thực thi đều đặn. - Ngoài ra, Siemens còn có các OB dành cho ngắt lỗi như
OB80(Time Error),OB82(Diagnostic Interrupt),OB85(Program Execution Error), vàOB86(Rack Failure), giúp PLC phản ứng kịp thời với các sự cố hệ thống. Người lập trình viết logic điều khiển bên trong các OB này bằng các ngôn ngữ lập trình PLC phổ biến như Ladder Logic (LAD), Structured Text (SCL), hoặc Function Block Diagram (FBD).
5.2. Xử lý ngắt trên PLC Allen-Bradley (Logix Designer)
Trên nền tảng PLC Allen-Bradley sử dụng phần mềm Studio 5000 Logix Designer, việc xử lý ngắt được quản lý thông qua khái niệm Tasks và Routines. Chương trình xử lý ngắt thường được cấu hình dưới dạng một Routine được gọi bởi một Task có kiểu “Event Task” hoặc “Periodic Task”.
- Các module I/O tốc độ cao của Allen-Bradley (ví dụ: các module HSC – High Speed Counter) có khả năng kích hoạt một “Event Task” khi phát hiện các sự kiện cụ thể như phát hiện cạnh của một tín hiệu đầu vào.
- Đối với các tác vụ định kỳ, người lập trình có thể tạo một “Periodic Task” và cấu hình chu kỳ thực thi của nó, tương tự như ngắt thời gian.
- Hệ thống của Allen-Bradley cho phép cấu hình ưu tiên ngắt (interrupt priority) cho các Task khác nhau. Task có mức ưu tiên cao hơn sẽ có thể làm gián đoạn một Task có mức ưu tiên thấp hơn đang chạy, đảm bảo các tác vụ quan trọng được xử lý kịp thời.
5.3. Xử lý ngắt trên PLC Mitsubishi và Omron
Các hãng PLC khác như Mitsubishi và Omron cũng cung cấp các tính năng tương tự để xử lý ngắt, mặc dù với tên gọi và cách thức triển khai có thể khác biệt đôi chút.
- Trên PLC Mitsubishi, người lập trình có thể định nghĩa các “Interrupt Program” hoặc sử dụng các “Interrupt Pointer” (ví dụ: trong dòng FX-series, sử dụng các I-series). Các ngắt này có thể được kích hoạt bởi các tín hiệu đầu vào đặc biệt được cấu hình là ngắt, hoặc bởi các bộ định thời (timer) nội bộ của PLC để tạo ra các ngắt thời gian.
- PLC Omron cũng có các “Interrupt Task” hoặc “Interrupt Programs” được liên kết với các module I/O tốc độ cao hoặc các bộ định thời hệ thống. Omron cho phép cấu hình các loại ngắt khác nhau và mức ưu tiên tương ứng để đáp ứng các yêu cầu cụ thể về tốc độ đáp ứng và độ chính xác thời gian của hệ thống điều khiển. Cả hai hãng đều tập trung vào việc cung cấp các công cụ cần thiết để kỹ sư tự động hóa có thể triển khai các cơ chế ngắt một cách linh hoạt, nâng cao hiệu suất PLC trong các ứng dụng công nghiệp phức tạp.
6. Kết Luận
Xử lý ngắt (Interrupt Handling) là một tính năng mạnh mẽ và không thể thiếu trong PLC (Bộ điều khiển logic khả trình), đặc biệt quan trọng trong các ứng dụng sản xuất công nghiệp đòi hỏi tốc độ đáp ứng cao và độ chính xác thời gian. Bằng cách cho phép CPU PLC tạm dừng chương trình chính (main program) để phản ứng nhanh với các sự kiện bên ngoài (như ngắt phần cứng từ cảm biến tốc độ cao) hoặc các sự kiện nội bộ (như ngắt thời gian hay ngắt lỗi), cơ chế ngắt giúp hệ thống điều khiển hoạt động hiệu quả và đáng tin cậy hơn.
Việc thành thạo lập trình ngắt, hiểu rõ các loại ngắt, cấu trúc chương trình xử lý ngắt, và các lưu ý khi triển khai sẽ giúp các kỹ sư tự động hóa tối ưu hóa hiệu suất PLC, cải thiện khả năng đồng bộ hóa, và nâng cao độ tin cậy của toàn bộ quy trình sản xuất trong môi trường công nghiệp ngày càng phức tạp.