
PLC
Hướng Dẫn Chi Tiết Thực Hành Kết Nối PLC Với HMI

Trong tự động hóa hiện đại, HMI đóng vai trò cầu nối trực quan giữa con người và hệ thống PLC, giúp giám sát và điều khiển hiệu quả. Việc thiết lập kết nối PLC-HMI là kỹ năng thiết yếu với mọi kỹ sư tự động hóa. Bài viết sẽ hướng dẫn chi tiết cách cấu hình và kết nối PLC với HMI, từ chọn giao thức truyền thông đến xử lý sự cố, giúp nâng cao hiệu quả vận hành trong sản xuất công nghiệp.
1. Vai Trò Cốt Lõi Của Kết Nối PLC-HMI Trong Tự Động Hóa Công Nghiệp
Kết nối giữa PLC (Programmable Logic Controller) và HMI (Human Machine Interface) giữ vai trò cốt lõi trong các hệ thống tự động hóa công nghiệp hiện đại. Đây là cầu nối quan trọng giúp con người tương tác trực tiếp với máy móc thông qua giao diện trực quan. Nhờ sự kết hợp này, người vận hành có thể dễ dàng theo dõi trạng thái thiết bị, kiểm soát quy trình sản xuất, điều chỉnh thông số vận hành, nhận cảnh báo sự cố, và thu thập dữ liệu theo thời gian thực.
Sự kết nối PLC-HMI không chỉ giúp tối ưu hóa hiệu suất làm việc mà còn góp phần giảm thiểu sai sót do thao tác thủ công, tăng tính linh hoạt trong vận hành và hỗ trợ chẩn đoán nhanh các sự cố kỹ thuật (troubleshooting). Điều này đặc biệt quan trọng trong môi trường sản xuất phức tạp, nơi yêu cầu độ chính xác và khả năng phản hồi nhanh là yếu tố sống còn.
Nhờ khả năng tương tác mượt mà giữa PLC và HMI, các nhà máy có thể vận hành ổn định, kiểm soát chặt chẽ từng khâu sản xuất, đồng thời tăng cường khả năng quản lý và phân tích dữ liệu – những yếu tố thiết yếu để tiến tới mô hình sản xuất thông minh trong thời đại công nghiệp 4.0.
2. Các Khái Niệm Cơ Bản Về PLC, HMI và Giao Tiếp
Những khái niệm cơ bản nào cần được nắm vững về PLC, HMI, và nguyên lý giao tiếp giữa chúng? Việc hiểu rõ vai trò và cách thức hoạt động của từng thành phần là nền tảng cho việc thiết lập kết nối hiệu quả.
2.1. PLC (Bộ điều khiển logic khả trình) và Vai trò của nó
PLC là một bộ điều khiển điện tử kỹ thuật số được thiết kế đặc biệt để tự động hóa các quy trình công nghiệp. Vai trò chính của PLC là thực hiện logic điều khiển phức tạp, thu thập tín hiệu từ cảm biến (ví dụ: nhiệt độ, áp suất, vị trí), và điều khiển các cơ cấu chấp hành (ví dụ: động cơ, van, bơm) theo chương trình đã lập trình. PLC đảm bảo sự vận hành chính xác và ổn định của máy móc trong môi trường công nghiệp khắc nghiệt.

2.2. HMI (Human Machine Interface) và Mục đích sử dụng
HMI là giao diện người-máy, cung cấp một phương tiện trực quan để người vận hành tương tác với máy móc và quy trình sản xuất. Mục đích sử dụng của HMI bao gồm:
- Giám sát trạng thái thiết bị và quy trình (ví dụ: hiển thị nhiệt độ, áp suất, tốc độ động cơ).
- Điều khiển thiết bị (ví dụ: bật/tắt bơm, mở/đóng van, thay đổi nhiệt độ đặt).
- Hiển thị cảnh báo và thông báo lỗi, giúp người vận hành nhận diện và xử lý sự cố kịp thời.
- Thu thập dữ liệu sản xuất và hiển thị dưới dạng biểu đồ, bảng biểu, hỗ trợ phân tích và báo cáo.
2.3. Nguyên lý Giao tiếp giữa PLC và HMI
Nguyên lý giao tiếp giữa PLC và HMI dựa trên việc HMI đọc và ghi dữ liệu vào các vùng nhớ (memory areas) cụ thể của PLC. Các vùng nhớ này chứa thông tin quan trọng như trạng thái của cảm biến (ví dụ: tín hiệu ON/OFF), giá trị nhiệt độ hiện tại, trạng thái hoạt động của động cơ, hoặc các lệnh điều khiển được gửi từ HMI đến PLC. HMI truy cập các vùng nhớ này thông qua các giao thức truyền thông đã được cấu hình, đảm bảo sự trao đổi dữ liệu hai chiều liên tục.
3. Các Giao Thức Truyền Thông Phổ Biến Cho Kết Nối PLC-HMI
Những giao thức truyền thông nào là phổ biến để kết nối PLC với HMI? Việc lựa chọn giao thức phù hợp quyết định tốc độ, độ tin cậy, và khả năng mở rộng của hệ thống.
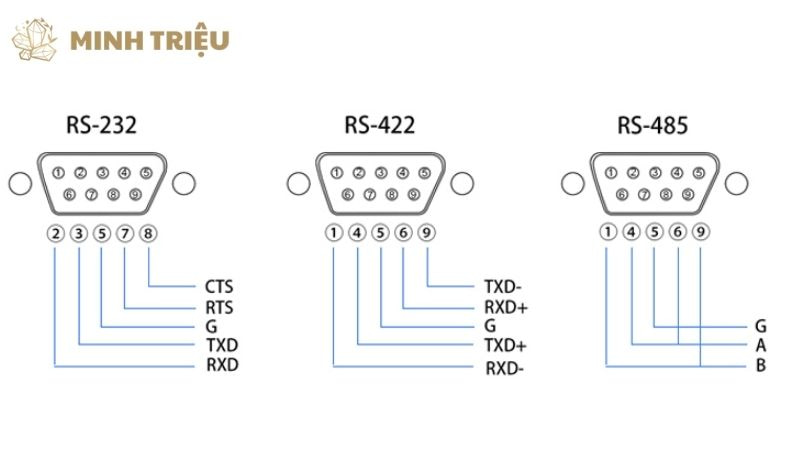
3.1. Giao thức Serial (RS-232, RS-485)
Giao thức Serial có đặc điểm đơn giản, chi phí thấp, nhưng tốc độ chậm và khoảng cách truyền dẫn hạn chế. Các giao thức cụ thể bao gồm Modbus RTU (phổ biến nhất), PPI (cho Siemens S7-200), và MPI (cho Siemens S7-300/400). Ứng dụng của giao thức Serial thường là cho các kết nối điểm-điểm hoặc hệ thống nhỏ, nơi yêu cầu về tốc độ không quá cao.
3.2. Giao thức Ethernet (Ethernet/IP, Profinet, Modbus TCP/IP, OPC UA)
Giao thức Ethernet có đặc điểm tốc độ cao, khoảng cách truyền dẫn xa, và khả năng kết nối nhiều thiết bị cùng lúc, mang lại sự linh hoạt và khả năng mở rộng. Các giao thức cụ thể bao gồm Ethernet/IP (phổ biến trong hệ thống Rockwell Automation), Profinet (trong hệ thống Siemens), Modbus TCP/IP (phiên bản Ethernet của Modbus), và OPC UA (giao thức mở cho truyền thông công nghiệp).
Ứng dụng của giao thức Ethernet thường là cho các hệ thống lớn, tích hợp với các hệ thống cấp cao hơn như MES (Manufacturing Execution System), ERP (Enterprise Resource Planning), và các giải pháp IoT (Internet of Things).
4. Thực Hành Kết Nối Phần Cứng PLC và HMI
Làm thế nào để thực hành kết nối phần cứng PLC và HMI một cách chính xác? Việc đấu nối vật lý đúng cách là bước đầu tiên để đảm bảo truyền thông ổn định.
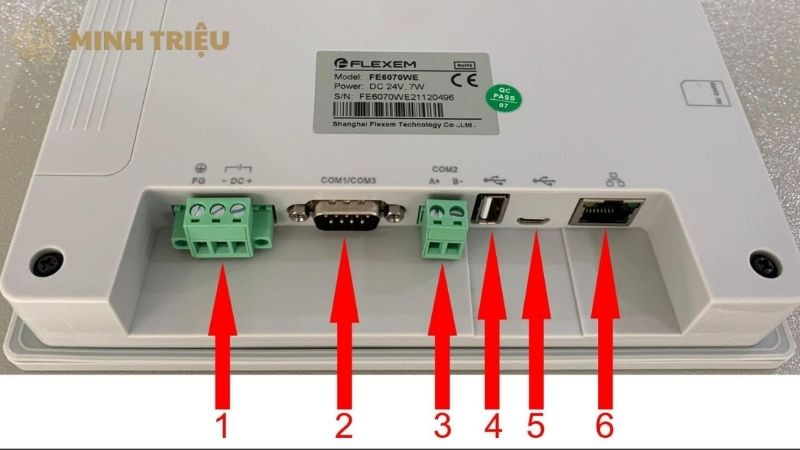
4.1. Lựa chọn Cổng Truyền thông trên PLC và HMI
Kỹ sư cần xác định các cổng truyền thông có sẵn trên PLC (ví dụ: cổng Ethernet RJ45, cổng Serial RS-232/RS-485) và trên HMI (Ethernet, Serial). Việc đảm bảo sự tương thích về loại cổng và giao thức giữa hai thiết bị là bắt buộc trước khi tiến hành đấu nối.
4.2. Chuẩn bị Cáp Truyền thông
Kỹ sư cần chuẩn bị cáp truyền thông phù hợp với giao thức đã chọn. Đối với giao thức Serial, cần sử dụng cáp RS-232 (thường là cáp null modem) hoặc cáp RS-485 (2 dây xoắn đôi). Đối với giao thức Ethernet, cần sử dụng cáp mạng RJ45 (straight-through hoặc crossover tùy trường hợp cụ thể của thiết bị). Luôn đảm bảo cáp chất lượng tốt và đúng chuẩn để ngăn ngừa lỗi truyền thông.
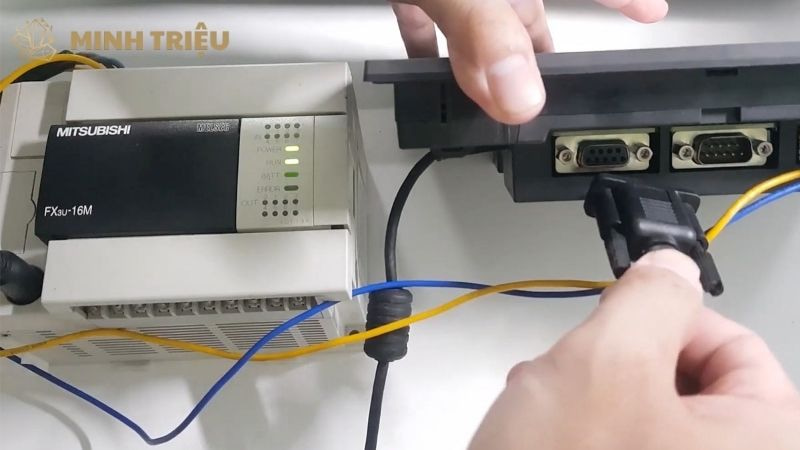
4.3. Đấu nối Vật lý
Kỹ sư thực hiện việc kết nối cáp từ cổng truyền thông của PLC đến cổng truyền thông của HMI. Trong quá trình đấu nối vật lý, cần lưu ý về điện áp, chống nhiễu, và nối đất đúng cách để đảm bảo kết nối ổn định và tránh các vấn đề về nhiễu điện từ trong môi trường sản xuất công nghiệp.
5. Thực Hành Cấu Hình Phần Mềm PLC Cho Kết Nối HMI
Làm thế nào để cấu hình phần mềm PLC để cho phép HMI giao tiếp? Việc này liên quan đến việc thiết lập cổng truyền thông và khai báo các vùng nhớ.
5.1. Cấu hình Cổng Truyền thông trên PLC
Kỹ sư mở phần mềm lập trình PLC (ví dụ: Siemens TIA Portal, Mitsubishi GX Works, Rockwell Studio 5000). Sau đó, cấu hình địa chỉ IP (cho Ethernet) hoặc các tham số Serial (baud rate, data bits, parity) cho cổng truyền thông được sử dụng trên PLC. Điều quan trọng là đảm bảo địa chỉ IP của PLC nằm trong cùng dải mạng với HMI (nếu dùng Ethernet) để cho phép truyền thông.

5.2. Khai báo Vùng nhớ (Tags/Variables) trong PLC
Kỹ sư cần xác định các biến (tags hoặc variables) trong PLC mà HMI cần đọc hoặc ghi. Các biến này chứa thông tin về trạng thái cảm biến, giá trị nhiệt độ đặt, giá trị cảm biến hiện tại, hoặc các lệnh điều khiển. Kỹ sư đặt tên biến rõ ràng, dễ hiểu và gán địa chỉ vùng nhớ cụ thể cho từng biến (ví dụ: Data Blocks (DB), Memory Bits (M), I/O areas (I/Q)) để HMI có thể truy cập đúng dữ liệu.
6. Thực Hành Cấu Hình Phần Mềm HMI Cho Kết Nối PLC
Làm thế nào để cấu hình phần mềm HMI để giao tiếp với PLC và hiển thị dữ liệu? Việc này bao gồm tạo dự án, thiết lập kết nối, khai báo tags, và thiết kế giao diện.
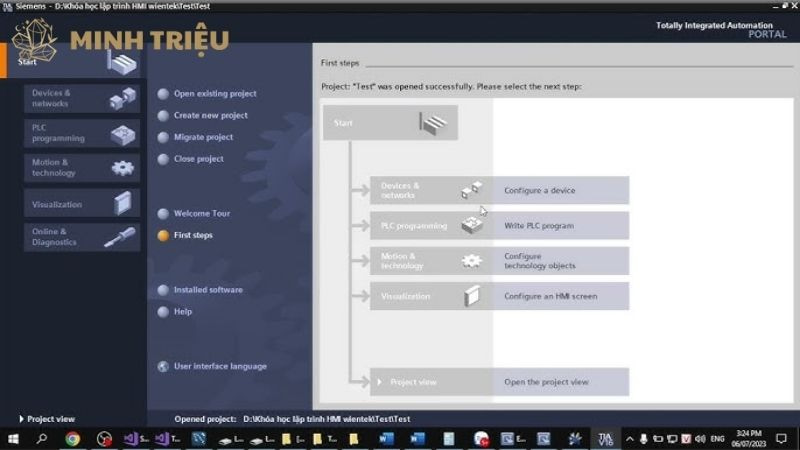
6.1. Tạo Dự án HMI và Chọn Loại PLC
Kỹ sư mở phần mềm lập trình HMI (ví dụ: Siemens WinCC TIA Portal, Mitsubishi GT Designer, Rockwell FactoryTalk View). Sau đó, tạo một dự án mới và chọn loại HMI (panel hoặc runtime) và loại PLC (ví dụ: Siemens S7-1200, Mitsubishi FX5U, Rockwell CompactLogix) mà HMI sẽ kết nối đến. Cuối cùng, chọn giao thức truyền thông tương ứng với PLC (ví dụ: Modbus TCP/IP, Profinet, Ethernet/IP).
6.2. Cấu hình Kết nối Truyền thông HMI
Kỹ sư nhập địa chỉ IP của PLC (nếu dùng Ethernet) hoặc các tham số Serial (nếu dùng Serial) vào phần mềm HMI. Sau đó, thiết lập các thông số kết nối khác như port number, timeout, và retry count. Bước quan trọng là kiểm tra kết nối ban đầu để đảm bảo HMI có thể “nhìn thấy” PLC và thiết lập truyền thông thành công.
6.3. Khai báo Tags/Variables trên HMI
Kỹ sư thêm các tags HMI và ánh xạ chúng với các địa chỉ vùng nhớ đã khai báo trên PLC. Việc đảm bảo kiểu dữ liệu (Data Type) của tags trên HMI và PLC khớp nhau (ví dụ: Boolean, Integer, Real) là rất quan trọng để tránh lỗi đọc/ghi dữ liệu.
6.4. Thiết kế Giao diện HMI (Screens)
Kỹ sư tạo các màn hình giao diện (screens) để hiển thị thông tin và điều khiển thiết bị. Việc sử dụng các đối tượng đồ họa như buttons, text boxes, gauges, và trends, và liên kết chúng với các tags HMI là cần thiết. Cuối cùng, đảm bảo giao diện trực quan, dễ sử dụng, và phản ánh đúng quy trình sản xuất công nghiệp.
7. Kiểm Tra, Debug và Tối Ưu Hóa Kết Nối PLC-HMI
Làm thế nào để kiểm tra, debug, và tối ưu hóa kết nối PLC-HMI? Các bước này đảm bảo hệ thống hoạt động ổn định và hiệu quả.
Kiểm tra kết nối: Kỹ sư tải chương trình xuống HMI và PLC, sau đó kiểm tra xem dữ liệu có được cập nhật chính xác và các lệnh điều khiển có được thực hiện đúng không.
Debug lỗi phổ biến:
- Lỗi truyền thông: Kiểm tra sai địa chỉ IP, sai tham số Serial, hoặc cáp hỏng.
- Lỗi tag: Kiểm tra sai địa chỉ vùng nhớ hoặc sai kiểu dữ liệu giữa PLC và HMI.
- Lỗi hiển thị: Dữ liệu không cập nhật hoặc không điều khiển được, có thể do lỗi cấu hình hoặc logic.
Tối ưu hóa hiệu suất: Kỹ sư giảm số lượng tag không cần thiết và tối ưu hóa tốc độ quét tag để nâng cao hiệu suất truyền thông giữa PLC và HMI.
8. Kết Luận
Tóm lại, kết nối PLC với HMI là một yếu tố cốt lõi và không thể thiếu trong mọi dự án tự động hóa hiện đại. Việc nắm vững kỹ năng này không chỉ giúp kỹ sư thiết lập giao tiếp hiệu quả giữa bộ điều khiển và giao diện người dùng mà còn củng cố kiến thức về PLC, HMI, và các giao thức truyền thông công nghiệp.
Khả năng thực hành kết nối PLC với HMI là một kỹ năng thực tiễn thiết yếu, góp phần vào sự thành công của các giải pháp tự động hóa trong sản xuất công nghiệp thông minh. Việc học hỏi liên tục và áp dụng các kiến thức này vào thực tế sẽ giúp kỹ sư nâng cao năng lực chuyên môn, tự tin đối phó với các thách thức kỹ thuật, và trở thành một chuyên gia tự động hóa thực thụ, đảm bảo hệ thống vận hành hiệu quả và đáng tin cậy.