
PLC
PLC Là Gì? Khám Phá Định Nghĩa và Vai Trò Then Chốt của Bộ Điều Khiển Logic Khả Trình trong Sản Xuất Công Nghiệp Hiện Đại

PLC là một máy tính công nghiệp chuyên dụng, được thiết kế để điều khiển và tự động hóa các quy trình điện cơ trong môi trường công nghiệp khắc nghiệt, thực hiện các chức năng logic, tuần tự, tính toán thời gian và đếm thông qua một chương trình được lập trình sẵn. Khả năng lập trình linh hoạt và độ tin cậy cao của PLC đã thay đổi hoàn toàn cục diện của các nhà máy hiện đại, từ việc nâng cao hiệu quả sản xuất đến việc đảm bảo an toàn vận hành. Bài viết này sẽ đi sâu vào định nghĩa và vai trò của PLC là gì, mổ xẻ cấu tạo và nguyên lý hoạt động cơ bản của PLC, đồng thời làm rõ vai trò then chốt của PLC trong việc định hình sản xuất thông minh ngày nay, cũng như khám phá những ứng dụng phổ biến của PLC trên khắp các ngành công nghiệp.
1. Định nghĩa chi tiết về PLC (Programmable Logic Controller)
PLC là một thiết bị điều khiển điện tử kỹ thuật số, sử dụng bộ vi xử lý để thực hiện các chức năng điều khiển thông qua một chương trình được lưu trữ trong bộ nhớ. Thuật ngữ “PLC” được phân tích thành ba thành phần chính, mỗi thành phần mô tả một khía cạnh cốt lõi của thiết bị này. “Programmable” (Khả trình) có nghĩa là PLC có khả năng thay đổi logic điều khiển bằng phần mềm, mà không cần thay đổi đấu nối dây cứng, một sự cải tiến vượt bậc so với các hệ thống điều khiển rơ-le truyền thống.
“Logic” ngụ ý PLC thực hiện các phép toán logic cơ bản như AND, OR, NOT, cùng với các hàm logic phức tạp hơn và điều khiển tuần tự, cho phép nó đưa ra các quyết định điều khiển dựa trên trạng thái của các tín hiệu đầu vào. Cuối cùng, “Controller” (Bộ điều khiển) khẳng định chức năng chính của PLC là điều khiển trực tiếp các máy móc và quy trình sản xuất, thông qua việc nhận tín hiệu từ cảm biến và phát tín hiệu điều khiển tới các cơ cấu chấp hành.

Khi so sánh PLC với các hệ thống điều khiển khác như hệ thống rơ-le truyền thống hoặc máy tính công nghiệp, PLC thể hiện nhiều ưu điểm vượt trội và nổi bật. So với hệ thống rơ-le, PLC giảm đáng kể kích thước, độ phức tạp của hệ thống dây dẫn, và thời gian cần thiết để thay đổi logic điều khiển.
Khả năng dễ lập trình lại thông qua phần mềm đã loại bỏ nhu cầu đấu nối lại dây mỗi khi cần điều chỉnh quy trình. PLC cũng nổi tiếng về độ bền và tin cậy cao, được thiết kế đặc biệt để hoạt động trong môi trường công nghiệp khắc nghiệt với khả năng chống nhiễu điện từ, rung động và nhiệt độ biến đổi.
Về mặt chi phí hiệu quả, mặc dù chi phí đầu tư ban đầu cho một PLC có thể cao hơn một vài rơ-le, nhưng tổng chi phí sở hữu (bao gồm lắp đặt, bảo trì và sửa đổi) lại thấp hơn đáng kể trong dài hạn. So với máy tính công nghiệp, PLC thường tập trung vào tính năng thời gian thực và độ tin cậy cao hơn cho các tác vụ điều khiển tuần tự, trong khi máy tính công nghiệp linh hoạt hơn cho các ứng dụng xử lý dữ liệu phức tạp và giao diện người dùng đồ họa.
Các tiêu chuẩn quốc tế đã được ban hành để đảm bảo tính đồng nhất và khả năng tương thích của PLC, trong đó IEC 61131-3 là một trong những tiêu chuẩn quan trọng nhất liên quan đến ngôn ngữ lập trình. Tiêu chuẩn này quy định năm ngôn ngữ lập trình chính cho PLC, bao gồm:
- Ladder Diagram (LD): Ngôn ngữ đồ họa mô phỏng sơ đồ rơ-le điện, trực quan và dễ hiểu.
- Function Block Diagram (FBD): Ngôn ngữ đồ họa sử dụng các khối chức năng có sẵn, lý tưởng cho điều khiển liên tục.
- Structured Text (ST): Ngôn ngữ lập trình bậc cao, tương tự C hoặc Pascal, phù hợp cho các thuật toán phức tạp.
- Instruction List (IL): Ngôn ngữ lập trình mã lệnh cấp thấp, tương tự hợp ngữ.
- Sequential Function Chart (SFC): Ngôn ngữ đồ họa dựa trên các bước tuần tự và chuyển tiếp, hữu ích cho điều khiển quy trình.
Việc tuân thủ các tiêu chuẩn này giúp các kỹ sư dễ dàng làm việc với PLC từ nhiều nhà sản xuất khác nhau và chia sẻ kiến thức.
2. Cấu tạo và nguyên lý hoạt động cơ bản của PLC
2.1. Cấu tạo cơ bản
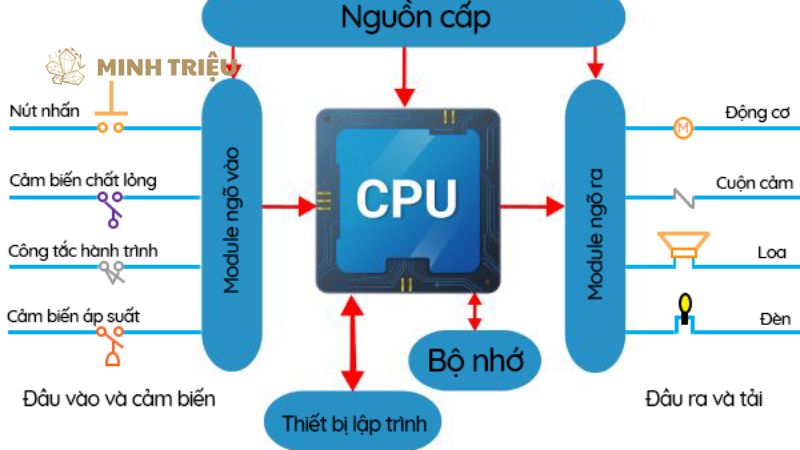
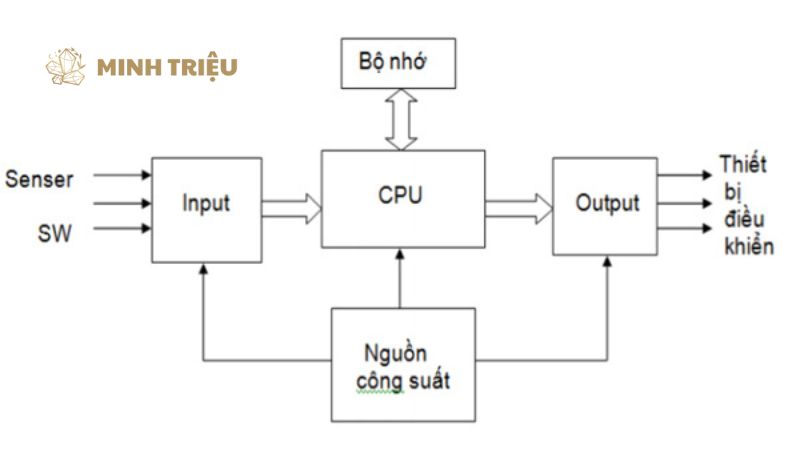
Một PLC điển hình bao gồm nhiều thành phần cốt lõi hoạt động hài hòa để thực hiện chức năng điều khiển. Các thành phần chính của một PLC bao gồm Bộ xử lý trung tâm (CPU), Bộ nhớ (Memory), Module vào/ra (Input/Output Modules – I/O), và Bộ nguồn (Power Supply).
Ngoài ra, nhiều PLC hiện đại còn có thêm Module truyền thông (Communication Module) để kết nối với các thiết bị và hệ thống khác.
Bộ xử lý trung tâm (CPU) chính là “bộ não” của PLC, chịu trách nhiệm thực thi chương trình điều khiển và xử lý tất cả các hoạt động logic.
CPU liên tục đọc tín hiệu từ các module đầu vào, xử lý dữ liệu theo chương trình đã được lập trình, và sau đó gửi tín hiệu điều khiển tới các module đầu ra. Hiệu suất của CPU (tốc độ xử lý, khả năng tính toán) quyết định khả năng điều khiển các quy trình nhanh và phức tạp của PLC.
Bộ nhớ (Memory) trong PLC được sử dụng để lưu trữ chương trình điều khiển, dữ liệu người dùng, và trạng thái của các tín hiệu đầu vào/đầu ra. Bộ nhớ thường được chia thành nhiều loại với các chức năng khác nhau:
- ROM (Read-Only Memory): Lưu trữ hệ điều hành và phần mềm cơ bản của PLC, không thể bị xóa hoặc thay đổi bởi người dùng.
- RAM (Random Access Memory): Lưu trữ chương trình người dùng đang chạy, dữ liệu tạm thời và trạng thái của các biến. Nội dung trong RAM sẽ bị mất khi mất điện nếu không có pin dự phòng.
- EEPROM/Flash Memory: Được sử dụng để lưu trữ vĩnh viễn chương trình người dùng, cho phép PLC giữ chương trình ngay cả khi mất điện mà không cần pin.
Module vào/ra (Input/Output Modules – I/O) là giao diện vật lý giữa PLC và thế giới bên ngoài, chịu trách nhiệm thu nhận tín hiệu từ cảm biến và gửi tín hiệu điều khiển tới cơ cấu chấp hành.
Module đầu vào (Input Module) có nhiệm vụ thu nhận các tín hiệu từ các thiết bị trường như cảm biến (cảm biến tiệm cận, cảm biến quang, cảm biến nhiệt độ), công tắc hành trình, nút nhấn, v.v., và chuyển đổi chúng thành tín hiệu số mà CPU có thể hiểu.
Ngược lại, Module đầu ra (Output Module) nhận tín hiệu điều khiển từ CPU và chuyển đổi chúng thành tín hiệu điện (ví dụ: 24V DC, 220V AC) để điều khiển các cơ cấu chấp hành như động cơ, van điện từ, đèn báo, contactor, rơ-le, v.v.
Bộ nguồn (Power Supply) cung cấp năng lượng cần thiết cho toàn bộ hoạt động của PLC, bao gồm CPU và các module I/O. Bộ nguồn thường chuyển đổi điện áp xoay chiều (AC) từ lưới điện sang điện áp một chiều (DC) ổn định (thường là 24V DC hoặc 5V DC) để cấp cho các thành phần bên trong PLC.
Module truyền thông (Communication Module) cho phép PLC kết nối và trao đổi dữ liệu với các thiết bị khác hoặc các hệ thống cấp cao hơn, tạo thành một mạng lưới điều khiển. Các module này hỗ trợ nhiều giao thức truyền thông công nghiệp khác nhau như Ethernet/IP, Profinet, Modbus TCP/IP, Profibus, DeviceNet, v.v., cho phép PLC giao tiếp với HMI (Human Machine Interface), SCADA (Supervisory Control and Data Acquisition), các PLC khác, hoặc thậm chí là hệ thống quản lý sản xuất (MES) và hệ thống lập kế hoạch tài nguyên doanh nghiệp (ERP).
2.2. Nguyên lý hoạt động
Chu trình quét (Scan Cycle) là nguyên lý hoạt động cơ bản và tuần tự của một PLC, được lặp đi lặp lại liên tục trong quá trình vận hành. Một chu trình quét bao gồm bốn bước chính:
- Đọc tín hiệu đầu vào (Input Scan): PLC đọc trạng thái hiện tại của tất cả các tín hiệu từ các module đầu vào và lưu trữ chúng vào bộ nhớ hình ảnh đầu vào (Input Image Table).
- Thực thi chương trình logic (Program Execution): CPU thực thi chương trình người dùng từng dòng một, sử dụng trạng thái của các đầu vào từ Input Image Table và các giá trị từ bộ nhớ để tính toán và cập nhật trạng thái logic cho các đầu ra.
- Cập nhật trạng thái đầu ra (Output Update): Sau khi thực thi chương trình, PLC sẽ cập nhật trạng thái của tất cả các đầu ra dựa trên kết quả tính toán và ghi chúng vào bộ nhớ hình ảnh đầu ra (Output Image Table), sau đó gửi tín hiệu tương ứng tới các module đầu ra để điều khiển các thiết bị vật lý.
- Tự chẩn đoán và giao tiếp (Housekeeping/Communication): Trong thời gian còn lại của chu kỳ quét, PLC thực hiện các tác vụ nội bộ như tự chẩn đoán lỗi, quản lý bộ nhớ, và xử lý các yêu cầu giao tiếp với các thiết bị bên ngoài.
Chu trình này lặp đi lặp lại rất nhanh chóng, thường trong vài mili giây, đảm bảo PLC phản ứng kịp thời với các thay đổi trong quy trình.
3. Vai trò then chốt của PLC trong sản xuất công nghiệp
PLC đóng vai trò không thể thiếu trong việc tự động hóa quy trình sản xuất, từ các tác vụ đơn giản đến phức tạp, bằng cách điều khiển chính xác các thiết bị và máy móc.
PLC đặc biệt hiệu quả trong điều khiển tuần tự (Sequential Control), nơi các bước của quy trình phải được thực hiện theo một trình tự xác định, ví dụ như trong các dây chuyền lắp ráp, hệ thống đóng gói, hoặc điều khiển robot công nghiệp. Nó cũng xuất sắc trong điều khiển rời rạc (Discrete Control), quản lý trạng thái BẬT/TẮT của các thiết bị như van, động cơ, đèn báo dựa trên các điều kiện logic.
Với các module điều khiển PID (Proportional-Integral-Derivative) chuyên dụng, PLC còn có khả năng thực hiện điều khiển liên tục (Continuous Control), duy trì các biến quá trình như nhiệt độ, áp suất, hoặc lưu lượng ở giá trị mong muốn một cách ổn định, thường thấy trong các nhà máy hóa chất hay sản xuất thực phẩm.
Việc triển khai PLC đã mang lại sự nâng cao đáng kể về năng suất và hiệu quả trong mọi lĩnh vực sản xuất. Bằng cách tự động hóa các tác vụ lặp đi lặp lại và tối ưu hóa thời gian phản hồi, PLC giúp giảm thời gian chu kỳ sản xuất, cho phép sản xuất ra nhiều sản phẩm hơn trong cùng một khoảng thời gian.
Chúng cũng góp phần tối ưu hóa việc sử dụng tài nguyên như nguyên vật liệu và năng lượng, thông qua việc điều khiển chính xác các thiết bị và giảm thiểu lãng phí. Khả năng hoạt động liên tục 24/7 mà không cần sự can thiệp của con người (ngoại trừ bảo trì và giám sát) đảm bảo hiệu suất sản xuất không bị gián đoạn, tối đa hóa sản lượng.
PLC đảm bảo độ chính xác và chất lượng sản phẩm cao thông qua khả năng điều khiển lặp lại và giảm thiểu sai sót do con người. PLC thực hiện các lệnh điều khiển với độ chính xác tuyệt đối, đảm bảo mỗi chu kỳ sản xuất diễn ra nhất quán. Điều này giảm thiểu sai sót do con người, vốn thường xảy ra trong các quy trình thủ công hoặc bán tự động, dẫn đến việc sản phẩm được sản xuất với chất lượng đồng đều và đáp ứng các tiêu chuẩn kỹ thuật nghiêm ngặt.
Tăng cường an toàn vận hành là một vai trò tối quan trọng của PLC trong môi trường công nghiệp, bảo vệ cả thiết bị và người lao động. PLC được sử dụng để tích hợp các chức năng an toàn như interlock (khóa liên động), đảm bảo các hoạt động nguy hiểm không thể xảy ra nếu các điều kiện an toàn không được đáp ứng. Hệ thống dừng khẩn cấp cũng thường được điều khiển bởi PLC để nhanh chóng đưa máy móc về trạng thái an toàn khi có sự cố.
Đặc biệt, sự ra đời của PLC an toàn (Safety PLC) chuyên dụng, tuân thủ các tiêu chuẩn an toàn quốc tế, đã nâng cao đáng kể khả năng giảm thiểu rủi ro cho người lao động bằng cách cung cấp các hệ thống an toàn đáng tin cậy và có khả năng tự chẩn đoán lỗi.
Bảng: Lợi ích chính của PLC trong sản xuất công nghiệp
| Lợi ích | Mô tả chi tiết | Ví dụ ứng dụng |
| Năng suất cao | Tự động hóa quy trình, giảm thời gian chu kỳ, hoạt động 24/7. | Dây chuyền lắp ráp ô tô tự động hoàn toàn, hệ thống đóng gói tốc độ cao. |
| Độ chính xác & Chất lượng | Điều khiển lặp lại, giảm lỗi thủ công, sản phẩm đồng đều. | Robot hàn chính xác, hệ thống chiết rót định lượng chuẩn xác. |
| An toàn vận hành | Tích hợp chức năng an toàn, giảm rủi ro cho người vận hành. | Hệ thống dừng khẩn cấp được giám sát bởi PLC an toàn, khóa liên động cửa bảo vệ. |
| Linh hoạt | Dễ lập trình lại, khả năng mở rộng hệ thống. | Thay đổi công thức sản phẩm chỉ bằng cách sửa đổi chương trình, thêm module I/O khi cần mở rộng. |
| Tối ưu hóa tài nguyên | Kiểm soát chính xác nguyên vật liệu, năng lượng tiêu thụ. | Hệ thống quản lý năng lượng thông minh, tối ưu hóa lượng sơn sử dụng. |
Tính linh hoạt và dễ dàng thay đổi là ưu điểm nổi bật của PLC, cho phép các nhà máy nhanh chóng thích nghi với yêu cầu thị trường. Khi có sự thay đổi về sản phẩm, quy trình hoặc yêu cầu sản xuất, PLC có thể được dễ dàng lập trình lại thông qua phần mềm, mà không cần thay đổi phần cứng phức tạp.
Điều này tiết kiệm đáng kể thời gian và chi phí so với các hệ thống rơ-le cũ. Hơn nữa, kiến trúc module của nhiều PLC hiện đại cung cấp khả năng mở rộng hệ thống một cách dễ dàng, cho phép bổ sung thêm I/O hoặc chức năng khi nhu cầu sản xuất tăng lên.
PLC đóng vai trò quan trọng trong việc thu thập và xử lý dữ liệu từ sàn nhà máy, hỗ trợ các hệ thống quản lý cấp cao hơn. PLC là nguồn cung cấp dữ liệu thời gian thực về trạng thái máy móc, nhiệt độ, áp suất, số lượng sản phẩm, v.v.
Dữ liệu này có thể được truyền đến các hệ thống SCADA (Supervisory Control and Data Acquisition) hoặc MES (Manufacturing Execution System) để giám sát tập trung, phân tích hiệu suất và quản lý sản xuất. Khả năng này hỗ trợ phân tích dữ liệu chuyên sâu và ra quyết định dựa trên thông tin thực tế, tối ưu hóa toàn bộ chuỗi giá trị sản xuất.
4. Ứng dụng phổ biến của PLC trong các ngành công nghiệp
PLC được ứng dụng rộng rãi và không thể thiếu trong hầu hết các ngành công nghiệp nhờ tính linh hoạt và hiệu quả vượt trội.
Trong ngành ô tô, PLC điều khiển các dây chuyền sản xuất tự động từ khâu hàn, sơn, lắp ráp khung xe đến lắp ráp động cơ và nội thất, đảm bảo độ chính xác và tốc độ cao.
Trong ngành thực phẩm và đồ uống, PLC quản lý các quy trình chế biến, chiết rót, đóng gói và vệ sinh. Ví dụ, PLC điều khiển chính xác lượng chất lỏng khi chiết rót vào chai, kiểm soát nhiệt độ trong các lò nướng hoặc tủ lạnh công nghiệp, và tự động hóa các hệ thống rửa chai, dán nhãn, và đóng thùng.

Ngành hóa chất và dầu khí sử dụng PLC để điều khiển các van, bơm, lò phản ứng và giám sát các thông số quan trọng như nhiệt độ, áp suất và mức chất lỏng. PLC đảm bảo an toàn và hiệu quả trong việc vận chuyển, lưu trữ và xử lý các vật liệu nguy hiểm hoặc dễ cháy nổ.
Trong ngành năng lượng, PLC có vai trò cốt yếu trong việc điều khiển máy phát điện, tua-bin, và trạm biến áp, cũng như quản lý hệ thống phân phối điện. Chúng đảm bảo hoạt động ổn định và hiệu quả của các nhà máy điện, từ nhiệt điện, thủy điện đến năng lượng tái tạo.
Các hệ thống xử lý nước và nước thải cũng phụ thuộc nhiều vào PLC để tự động hóa các quy trình bơm, lọc, trộn hóa chất và giám sát chất lượng nước. PLC giúp duy trì hoạt động liên tục và hiệu quả của các trạm xử lý, đảm bảo nguồn nước sạch cho cộng đồng.
Trong ngành chế tạo máy công cụ, PLC điều khiển các máy CNC, máy phay, tiện, cắt laser và các robot công nghiệp. PLC đảm bảo độ chính xác cao trong quá trình gia công và sản xuất linh kiện.
Ngành dệt may cũng ứng dụng PLC để điều khiển các máy dệt, máy nhuộm, máy cắt vải và các hệ thống vận chuyển nguyên liệu. Điều này giúp tăng tốc độ sản xuất, giảm lỗi và tối ưu hóa quy trình
5. Kết luận
Định nghĩa về PLC đã phát triển từ một công cụ thay thế rơ-le đơn thuần thành một hệ thống điều khiển thông minh và đa năng, là nền tảng của tự động hóa công nghiệp. Chúng ta đã khám phá PLC là gì, từ các thành phần cơ bản như CPU, bộ nhớ, module I/O, đến nguyên lý hoạt động qua chu trình quét. Các vai trò cốt lõi của PLC bao gồm việc tự động hóa quy trình, nâng cao năng suất và hiệu quả, đảm bảo độ chính xác và chất lượng sản phẩm, tăng cường an toàn vận hành, và cung cấp khả năng linh hoạt vượt trội cho các nhà máy.