
HMI
Cảnh Báo Lỗi Robot Trên HMI: Nâng Cao Phản Ứng và An Toàn

Robot công nghiệp là thành phần quan trọng trong sản xuất hiện đại, góp phần nâng cao năng suất và độ chính xác. Tuy nhiên, lỗi robot trong quá trình vận hành có thể gây ra gián đoạn, hư hỏng thiết bị và rủi ro an toàn. Do đó, cảnh báo lỗi robot trên HMI là giải pháp thiết yếu giúp phát hiện và xử lý sự cố kịp thời. Bài viết sẽ phân tích vai trò của cảnh báo lỗi trên HMI, các loại lỗi thường gặp, phương pháp hiển thị hiệu quả, tính năng hỗ trợ, thách thức và giải pháp.
1. Tầm quan trọng của Cảnh báo lỗi robot trên HMI
1.1. Phản ứng nhanh với sự cố
Tại sao cảnh báo lỗi robot trên HMI lại quan trọng đối với phản ứng nhanh với sự cố? HMI cung cấp thông báo tức thì về lỗi, giúp người vận hành nhận biết vấn đề ngay lập tức. Khả năng này trực tiếp giảm thiểu thời gian chết, cho phép xử lý lỗi kịp thời và khôi phục sản xuất sớm, giảm thiểu gián đoạn.
1.2. Nâng cao an toàn vận hành
Làm thế nào cảnh báo lỗi robot trên HMI nâng cao an toàn robot? HMI báo hiệu các tình huống nguy hiểm có thể gây tai nạn cho người hoặc thiết bị, thông qua các cảnh báo rõ ràng. Điều này góp phần ngăn ngừa thiệt hại, giúp dừng robot hoặc quy trình trước khi xảy ra hư hỏng nghiêm trọng, bảo vệ cả tài sản và con người.
1.3. Hỗ trợ chẩn đoán và khắc phục sự cố
Tại sao cảnh báo lỗi robot trên HMI lại hỗ trợ chẩn đoán và khắc phục sự cố robot? HMI cung cấp thông tin chi tiết về lỗi, bao gồm mã lỗi, mô tả, thời gian và vị trí xảy ra. Khả năng này còn đề xuất các bước xử lý ngay trên HMI, giúp người vận hành hoặc kỹ thuật viên nhanh chóng chẩn đoán và giải quyết vấn đề.
1.4. Đảm bảo tính toàn vẹn dữ liệu và quy trình
Làm thế nào cảnh báo lỗi robot trên HMI đảm bảo tính toàn vẹn dữ liệu và quy trình? HMI ghi nhật ký cảnh báo, lưu trữ lịch sử lỗi để phân tích sau này, cung cấp dữ liệu quan trọng cho việc cải tiến quy trình. Khả năng này còn góp phần tuân thủ quy định, cung cấp bằng chứng về việc xử lý lỗi theo quy trình chuẩn, đáp ứng các yêu cầu kiểm toán.
2. Các loại Cảnh báo lỗi robot và cách hiển thị trên HMI
Hiển thị lỗi robot trên HMI hiệu quả đòi hỏi sự hiểu biết về các loại lỗi robot và phương pháp hiển thị phù hợp.
2.1. Phân loại lỗi robot
Các loại lỗi robot phổ biến cần được phân loại rõ ràng để dễ dàng quản lý và xử lý. Các loại lỗi bao gồm:
- Lỗi phần cứng: Phát sinh từ hỏng hóc cơ khí (ví dụ: kẹt khớp, mòn bánh răng) hoặc lỗi điện (ví dụ: hỏng động cơ, lỗi cảm biến).
- Lỗi phần mềm/lập trình: Do sai sót trong chương trình robot, lỗi logic hoặc xung đột trong mã lệnh.
- Lỗi vận hành: Phát sinh do thao tác sai của người dùng, nhập sai thông số hoặc sử dụng robot không đúng cách.
- Lỗi giao tiếp: Xảy ra khi mất kết nối giữa robot và các thiết bị khác như PLC, HMI hoặc hệ thống điều khiển cấp cao.
- Lỗi an toàn: Kích hoạt khi có vi phạm vùng an toàn (ví dụ: người vào khu vực robot đang hoạt động), quá tải hoặc các điều kiện nguy hiểm khác.

2.2. Các phương pháp Hiển thị lỗi robot trên HMI
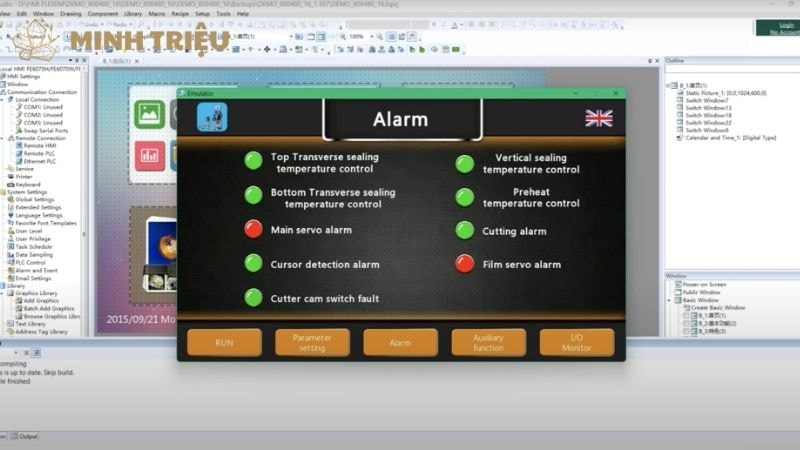
Hiển thị lỗi robot trên HMI có thể được thực hiện thông qua nhiều phương pháp trực quan để thu hút sự chú ý của người vận hành. Các phương pháp hiển thị bao gồm:
- Cửa sổ Pop-up/Banner cảnh báo: Hiển thị lỗi nổi bật dưới dạng cửa sổ bật lên hoặc banner chạy ngang màn hình, đảm bảo người vận hành nhận biết ngay lập tức.
- Đèn báo trạng thái (Alarm Lamps): Sử dụng đèn báo nhấp nháy hoặc đổi màu (ví dụ: đỏ) để báo hiệu lỗi, thường đi kèm với âm thanh.
- Danh sách cảnh báo (Alarm List/History): Liệt kê các lỗi đang hoạt động và lịch sử lỗi đã xảy ra, cho phép người vận hành xem lại chi tiết.
- Hiển thị mã lỗi và mô tả chi tiết: Cung cấp thông tin cụ thể như mã lỗi, mô tả ngắn gọn và thời gian xảy ra để hỗ trợ chẩn đoán ban đầu.
- Hướng dẫn khắc phục lỗi: Hiển thị các bước xử lý hoặc gợi ý khắc phục ngay trên HMI, giúp người vận hành tự giải quyết các lỗi đơn giản.
- Biểu đồ xu hướng: Theo dõi các thông số liên quan đến lỗi (ví dụ: nhiệt độ động cơ, dòng điện) trên biểu đồ xu hướng, giúp phân tích nguyên nhân gốc rễ.
3. Các tính năng chính của HMI hỗ trợ Cảnh báo lỗi robot
HMI công nghiệp được trang bị nhiều tính năng mạnh mẽ để hỗ trợ quản lý cảnh báo robot một cách hiệu quả.
3.1. Quản lý cảnh báo
Tính năng quản lý cảnh báo là cốt lõi của cảnh báo lỗi robot trên HMI. Các chức năng quản lý bao gồm:
- Phân cấp mức độ ưu tiên: Cho phép phân loại lỗi theo mức độ nghiêm trọng (ví dụ: lỗi nghiêm trọng, cảnh báo, thông tin), đảm bảo người vận hành tập trung vào những vấn đề quan trọng nhất.
- Xác nhận cảnh báo: Cho phép người vận hành xác nhận đã nhận biết lỗi, từ đó chuyển trạng thái cảnh báo từ “chưa xác nhận” sang “đã xác nhận”.
- Lọc và tìm kiếm: Dễ dàng tìm kiếm cảnh báo theo thời gian, loại lỗi hoặc mức độ ưu tiên, giúp truy xuất thông tin nhanh chóng.

3.2. Ghi nhật ký cảnh báo (Alarm Logging)
Ghi nhật ký cảnh báo là một tính năng quan trọng để lưu trữ thông tin lỗi. Các chức năng ghi nhật ký bao gồm:
- Lưu trữ lịch sử lỗi: Ghi lại thời gian xảy ra, thời gian xác nhận và thời gian khắc phục của từng lỗi, tạo thành một nhật ký cảnh báo chi tiết.
- Xuất báo cáo: Cho phép tạo báo cáo về tần suất lỗi, thời gian chết do lỗi gây ra, hỗ trợ phân tích hiệu suất và cải tiến quy trình.
3.3. Tích hợp âm thanh và hình ảnh
Tích hợp âm thanh và hình ảnh giúp tăng cường khả năng nhận biết cảnh báo. Các tính năng tích hợp bao gồm:
- Còi báo động/âm thanh: Phát ra âm thanh cảnh báo hoặc còi báo động để thu hút sự chú ý khi có lỗi nghiêm trọng, đặc biệt trong môi trường ồn ào.
- Tích hợp video: Hiển thị luồng video từ camera liên quan đến khu vực robot bị lỗi, cung cấp ngữ cảnh trực quan để người vận hành đánh giá tình hình.
3.4. Kết nối với hệ thống cấp cao
HMI công nghiệp có khả năng kết nối với hệ thống cấp cao để thông báo lỗi rộng rãi hơn. Các khả năng kết nối bao gồm:
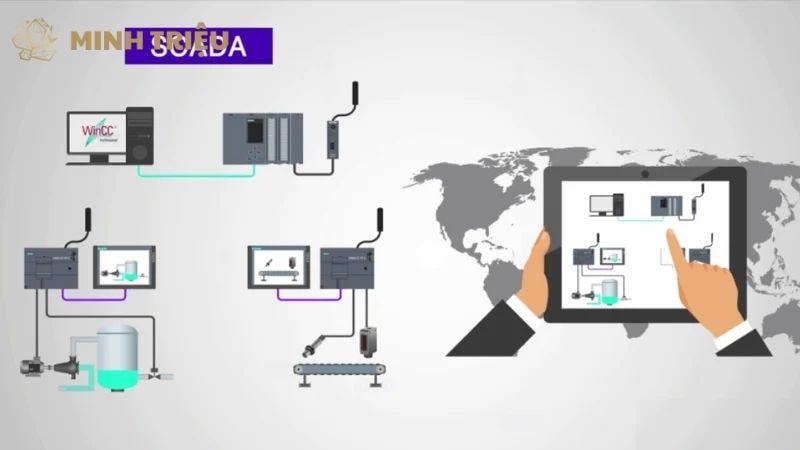
- Gửi cảnh báo đến SCADA/MES/Email/SMS: Tự động thông báo cho các bên liên quan (quản lý, kỹ thuật viên) từ xa thông qua các hệ thống SCADA, MES, email hoặc tin nhắn SMS.
- Tích hợp với hệ thống bảo trì (CMMS): Tự động tạo yêu cầu bảo trì trong hệ thống CMMS (Computerized Maintenance Management System) khi một lỗi cụ thể xảy ra, tối ưu hóa quy trình bảo trì.
4. Lợi ích khi triển khai Cảnh báo lỗi robot trên HMI hiệu quả
Triển khai cảnh báo lỗi robot trên HMI hiệu quả mang lại nhiều lợi ích chiến lược, thúc đẩy năng suất và an toàn trong sản xuất.
4.1. Giảm thiểu thời gian chết và tăng năng suất
Cảnh báo lỗi robot trên HMI giảm thiểu thời gian chết và tăng năng suất bằng cách cho phép phản ứng nhanh với lỗi. Việc xử lý lỗi kịp thời giảm gián đoạn sản xuất. Khả năng này còn góp phần tối ưu hóa hiệu suất, duy trì hoạt động ổn định của robot và dây chuyền.
4.2. Nâng cao an toàn và giảm rủi ro
Cảnh báo lỗi robot trên HMI nâng cao an toàn robot và giảm rủi ro bằng cách bảo vệ nhân sự và thiết bị. Hệ thống cảnh báo giúp ngăn ngừa tai nạn và hư hỏng nghiêm trọng. Khả năng này còn góp phần tuân thủ quy định an toàn, đảm bảo hệ thống đáp ứng các chuẩn an toàn công nghiệp.
4.3. Cải thiện quy trình bảo trì và chẩn đoán
Cảnh báo lỗi robot trên HMI cải thiện quy trình bảo trì và chẩn đoán bằng cách cung cấp khả năng chẩn đoán chính xác. Dữ liệu lỗi chi tiết giúp tìm nguyên nhân gốc rễ của vấn đề. Khả năng này còn hỗ trợ bảo trì dự đoán, phân tích xu hướng lỗi từ nhật ký cảnh báo để lên kế hoạch bảo trì chủ động, giảm chi phí sửa chữa đột xuất.

4.4. Tối ưu hóa vận hành và đào tạo
Cảnh báo lỗi robot trên HMI tối ưu hóa vận hành robot và đào tạo bằng cách cung cấp hướng dẫn trực quan. Điều này đơn giản hóa quá trình xử lý lỗi cho người vận hành. Khả năng này còn hỗ trợ phân tích hành vi lỗi, xác định nhu cầu đào tạo và cải thiện quy trình vận hành chuẩn.
5. Thách thức và Giải pháp khi Cảnh báo lỗi robot trên HMI
Triển khai cảnh báo lỗi robot trên HMI có thể đối mặt với một số thách thức, nhưng cũng có các giải pháp hiệu quả để vượt qua.
5.1. Thách thức
Các thách thức chính bao gồm:
- Quá tải cảnh báo (Alarm Flood): Quá nhiều cảnh báo hiển thị cùng lúc có thể gây nhiễu loạn thông tin, khiến người vận hành bỏ sót các lỗi quan trọng.
- Thiếu thông tin ngữ cảnh: Cảnh báo không đủ chi tiết (chỉ có mã lỗi) có thể khiến người vận hành khó chẩn đoán và khắc phục sự cố robot.
- Khả năng tương thích: Vấn đề tương thích giữa HMI và hệ thống lỗi của robot/PLC từ các hãng khác nhau có thể gây khó khăn trong việc tích hợp.
- Vấn đề bảo mật: Nguy cơ giả mạo hoặc vô hiệu hóa cảnh báo bởi người không có thẩm quyền có thể dẫn đến các tình huống nguy hiểm.

5.2. Giải pháp
Các giải pháp để khắc phục các thách thức này là:
- Phân cấp và ưu tiên cảnh báo: Chỉ hiển thị những lỗi quan trọng nhất trên màn hình chính, sử dụng các cấp độ ưu tiên để quản lý thông tin hiệu quả.
- Cung cấp thông tin chi tiết: Đảm bảo mỗi cảnh báo bao gồm mã lỗi, mô tả rõ ràng, nguyên nhân có thể và hướng dẫn xử lý ngay trên HMI.
- Sử dụng gateway/middleware: Triển khai các gateway hoặc phần mềm middleware để chuyển đổi giao thức lỗi giữa các hệ thống, đảm bảo khả năng tương thích.
- Triển khai các biện pháp bảo mật: Áp dụng các chính sách kiểm soát truy cập HMI, ghi nhật ký cảnh báo chi tiết và giám sát liên tục để ngăn chặn giả mạo hoặc vô hiệu hóa cảnh báo.
6. Kết luận
Cảnh báo lỗi robot trên HMI là yếu tố quan trọng giúp đảm bảo an toàn, giảm thời gian ngừng máy và xử lý sự cố hiệu quả trong sản xuất. Việc hiển thị lỗi rõ ràng cùng thông tin chi tiết giúp người vận hành phản ứng kịp thời và chính xác. Trong tương lai, AI và học máy sẽ nâng cao khả năng dự đoán lỗi, cảnh báo thông minh và hỗ trợ bảo trì chủ động. Doanh nghiệp cần đầu tư vào HMI có khả năng quản lý cảnh báo hiệu quả để tối ưu vận hành hiện tại và đón đầu công nghệ mới.