
Gia công cơ khí chinh xác
Gia Công Kim Loại Tấm Inox: Nghệ Thuật Chính Xác Và Giải Pháp Sản Xuất Công Nghiệp 4.0

Cập nhật lần cuối 4 Tháng 3, 2026 bởi hang
Trong kỷ nguyên của sự tinh tế và độ bền, Inox (thép không gỉ) đã trở thành “vị vua” của các loại vật liệu trong cả công nghiệp lẫn dân dụng. Tuy nhiên, để biến những tấm phôi inox thô kệch thành những sản phẩm tinh xảo như vỏ tủ điện sáng bóng, hệ thống máng cáp bền bỉ hay các chi tiết trang trí nội thất sang trọng, đòi hỏi một quy trình gia công kim loại tấm inox cực kỳ khắt khe. Không giống như thép carbon dễ tính, Inox là một “kẻ đỏng đảnh” với độ cứng cao, khả năng biến dạng nhiệt phức tạp và yêu cầu thẩm mỹ khắt khe về bề mặt.
Tại Công ty TNHH Thương mại và Sản xuất Minh Triệu, chúng tôi không chỉ nhìn nhận gia công là việc điều khiển máy móc, mà đó là sự kết hợp giữa tư duy kỹ thuật chuyên sâu và công nghệ CNC hàng đầu. Bài viết này sẽ là một cuốn cẩm nang toàn diện, đưa bạn đi từ những kiến thức cốt lõi đến những bí mật hậu trường tại xưởng sản xuất, giúp bạn hiểu rõ tại sao Minh Triệu lại là cái tên được tin tưởng hàng đầu tại Hà Nội và Hải Phòng.
1. Bản chất vật liệu Inox: Thách thức và Cơ hội trong gia công
Trước khi bắt đầu gia công, đội ngũ kỹ sư tại Minh Triệu luôn phải phân tích đặc tính của từng lô hàng Inox. Đây chính là bước đầu tiên để đảm bảo tiêu chuẩn EEAT (Chuyên môn).
1.1. Khả năng biến cứng bề mặt
Inox, đặc biệt là dòng Austenitic (như 304, 316), có đặc tính biến cứng rất nhanh khi chịu tác động của lực cắt hoặc lực uốn. Nếu tốc độ cắt laser không đủ nhanh hoặc dao chấn không dứt khoát, bề mặt inox sẽ trở nên cực kỳ cứng, gây hỏng dao và làm biến dạng mạch cắt.
1.2. Độ dẻo và độ bền kéo
So với thép thường, Inox có độ dẻo cao hơn. Điều này giúp nó dễ tạo hình nhưng lại là bài toán khó khi chấn gấp vì hiện tượng đàn hồi ngược (Springback) diễn ra mạnh mẽ hơn. Một kỹ thuật viên giỏi tại Minh Triệu phải biết cách bù góc dựa trên độ dẻo của từng chủng loại Inox.
1.3. Khả năng dẫn nhiệt kém
Inox dẫn nhiệt kém hơn thép carbon nhưng lại có hệ số giãn nở nhiệt cao hơn. Khi cắt laser, nhiệt lượng tập trung tại mạch cắt rất lớn. Nếu không có hệ thống làm mát và khí trợ cắt (Nitơ) chuẩn xác, tấm inox sẽ bị vênh hoặc xuất hiện các vết cháy xám quanh đường cắt.
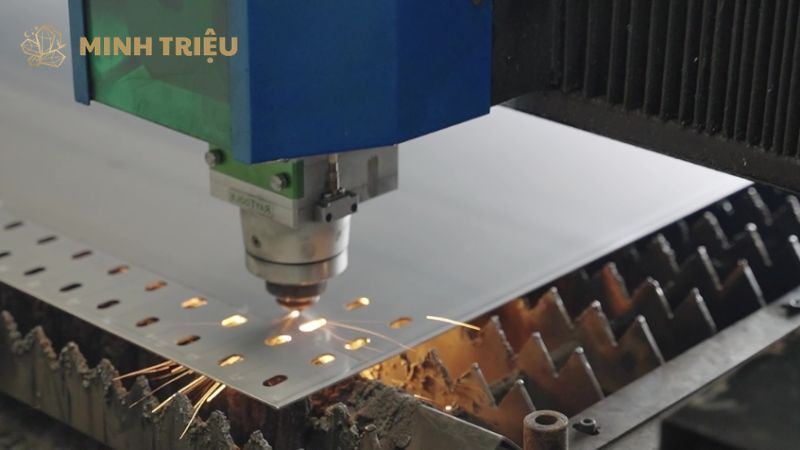
2. Công nghệ Cắt Laser Fiber: Cuộc cách mạng về độ chính xác
Tại xưởng sản xuất của Minh Triệu tại KCN Lai Xá, máy cắt Laser Fiber là “trái tim” của mọi dự án gia công kim loại tấm inox.
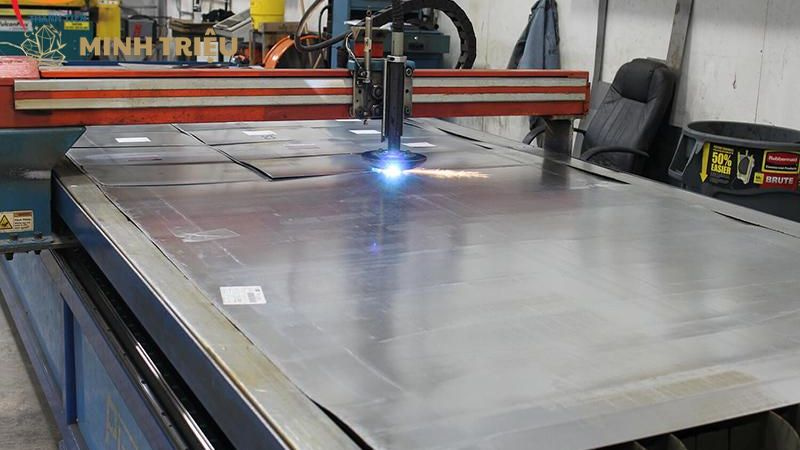
2.1. Tại sao lại là Laser Fiber thay vì Laser CO2 hay Plasma?
-
Mạch cắt siêu nhỏ: Laser Fiber có bước sóng ngắn, giúp tập trung năng lượng vào một điểm cực nhỏ, tạo ra mạch cắt sắc nét hơn bất kỳ công nghệ nào khác.
-
Tốc độ: Với các tấm inox mỏng (< 3mm), tốc độ của Laser Fiber nhanh gấp 2-3 lần so với công nghệ cũ, giúp giảm giá thành cho khách hàng.
-
Độ ổn định: Nguồn phát Fiber ít hỏng hóc, đảm bảo đơn hàng hàng nghìn chi tiết có chất lượng đồng nhất từ sản phẩm đầu tiên đến cuối cùng.
2.2. Vai trò của khí Nitơ (N_2) cao áp
Khác với việc cắt thép đen dùng khí Oxy để mồi cháy, cắt Inox tại Minh Triệu chủ yếu dùng khí Nitơ tinh khiết.
-
Cắt sạch không bavia: Nitơ thổi bay kim loại nóng chảy mà không gây phản ứng hóa học, giúp cạnh cắt trắng sáng.
-
Tiết kiệm chi phí phụ: Khách hàng không phải tốn thêm chi phí cho nhân công mài sỉ hay tẩy đen mạch cắt sau khi gia công.
3. Chấn gấp CNC: Khi hệ số K quyết định sự thành bại
Nếu cắt laser là tạo hình phẳng, thì chấn gấp CNC là bước tạo hình không gian. Đây là công đoạn thể hiện rõ nhất kinh nghiệm của Minh Triệu.

3.1. Bí mật về Hệ số K (K-Factor) trong chấn Inox
Như đã phân tích trong các tài liệu chuyên môn, hệ số K của Inox thường dao động từ 0.35 đến 0.40. Tuy nhiên, tại Minh Triệu, chúng tôi không dùng một con số cố định cho mọi trường hợp.
-
Với Inox 304 xước (HL): Hệ số K cần tính toán để trừ hao độ dày lớp nilon bảo vệ.
-
Với Inox gương (Mirror): Cần sử dụng hệ số K kết hợp với dao chấn bán kính lớn để tránh làm gãy lớp bề mặt bóng.
3.2. Chống trầy xước – Ưu tiên hàng đầu của Minh Triệu
Gia công kim loại tấm cao cấp cho nội thất đòi hỏi bề mặt không tì vết. Chúng tôi áp dụng:
-
Dao cối chấn bọc nhựa hoặc lót vải chuyên dụng: Loại bỏ hoàn toàn vết hằn của sắt lên bề mặt inox.
-
Bàn máy chấn đệm chổi: Tránh việc tấm inox bị xước khi công nhân thao tác di chuyển phôi.
4. Công nghệ Bào rãnh V (V-Cutting) – Đỉnh cao thẩm mỹ
Đối với các sản phẩm như khung thang máy, nẹp inox vàng gương hay chân bàn trà cao cấp, phương pháp chấn thông thường sẽ để lại một cung tròn ($R$) ở góc uốn. Để tạo ra góc vuông sắc cạnh như khối đúc, Minh Triệu sử dụng máy bào rãnh V CNC.
-
Quy trình: Máy sẽ bào đi khoảng 50% – 70% độ dày tấm tại đường cần chấn.
-
Kết quả: Sau khi chấn, góc uốn vuông vức, đường nét tinh xảo, đáp ứng tiêu chuẩn khắt khe nhất của các kiến trúc sư.
5. Bảng tra cứu kỹ thuật và báo giá tối ưu
Để hỗ trợ khách hàng tốt nhất, Minh Triệu cung cấp bảng tham khảo thông số gia công inox phổ biến:
| Thông số | Inox 201 | Inox 304 | Inox 316 |
| Độ cứng (Rockwell) | Cao | Trung bình | Thấp hơn 304 một chút |
| Khả năng chịu ăn mòn | Thấp | Cao | Rất cao (môi trường biển) |
| Độ bóng bề mặt | Trung bình | Rất đẹp | Đẹp |
| Độ khó gia công | 6/10 | 8/10 | 9/10 |
Chúng tôi luôn cam kết giá xưởng. Giá cắt laser inox hiện nay dao động dựa trên tổng số mét dài của mạch cắt. Các đơn hàng số lượng lớn (Mass production) luôn có mức chiết khấu từ 15% – 30%.
6. Quy trình kiểm soát chất lượng (QC) tại Minh Triệu
Một bài viết hữu ích không thể thiếu quy trình thực tế. Tại Minh Triệu, mỗi chi tiết inox tấm phải đi qua “cửa ải” QC nghiêm ngặt:
-
Kiểm tra đầu vào: Kiểm tra chứng chỉ vật liệu (CO/CQ), độ dày tấm bằng thước panme.
-
Kiểm tra nhát cắt đầu tiên: So sánh với bản vẽ CAD, kiểm tra độ vuông góc và bavia.
-
Kiểm tra bề mặt: Đảm bảo lớp nilon bảo vệ không bị rách, bề mặt inox không trầy xước.
-
Đóng gói chuyên nghiệp: Sử dụng màng PE bọc kín, lót xốp nổ giữa các tấm chi tiết để tránh va đập trong quá trình vận chuyển về Hải Phòng hay quanh Hà Nội.
7. Ví dụ thực chiến: Dự án vỏ máy lọc nước công nghiệp
Khách hàng: Một đối tác lớn tại Hải Phòng yêu cầu 1000 bộ vỏ máy lọc nước bằng Inox 304 bóng gương.
Bài toán: Inox gương rất khó gia công vì chỉ cần một hạt bụi nhỏ trên cối chấn cũng làm hỏng bề mặt.
Giải pháp từ Minh Triệu: Chúng tôi thiết kế bộ đồ gá riêng, toàn bộ bàn thao tác được phủ vải nỉ. Quá trình cắt laser sử dụng chế độ “Cooling point” để nhiệt không làm biến màu lớp gương quanh lỗ khoét.
Kết quả: 100% sản phẩm đạt tiêu chuẩn thẩm mỹ, tỷ lệ lỗi < 0.5%, giao hàng sớm 2 ngày so với hợp đồng.
8. Tại sao chọn Minh Triệu cho dự án gia công kim loại tấm Inox của bạn?
Với hai địa chỉ tại Hà Nội và Hải Phòng, chúng tôi mang đến sự tiện lợi tối đa:
-
Hải Phòng: Văn phòng giao dịch tại Thiên Lôi, Vĩnh Niệm – Đầu mối hỗ trợ tư vấn và tiếp nhận yêu cầu nhanh chóng cho các doanh nghiệp cảng biển, đóng tàu.
-
Hà Nội: Xưởng sản xuất tại KCN Lai Xá, Hoài Đức – Nơi tập trung những cỗ máy CNC hiện đại nhất, sẵn sàng gia công xuyên đêm để kịp tiến độ.
-
Minh bạch pháp lý: MST 0201904693, hợp đồng hóa đơn rõ ràng, bảo vệ quyền lợi tuyệt đối cho khách hàng.
9. Kết luận
Gia công kim loại tấm inox không chỉ là một công đoạn sản xuất, đó là quy trình tạo nên giá trị cốt lõi cho sản phẩm của bạn. Một chi tiết inox đẹp, chuẩn xác không chỉ giúp việc lắp ráp dễ dàng mà còn nâng tầm thương hiệu của doanh nghiệp trong mắt người tiêu dùng. Với sự đầu tư bài bản về công nghệ Laser Fiber, chấn CNC đa trục và đội ngũ kỹ thuật giàu kinh nghiệm, Công ty TNHH Thương mại và Sản xuất Minh Triệu tự tin là người bạn đồng hành tin cậy, biến những ý tưởng trên bản vẽ thành những sản phẩm inox hoàn hảo nhất.
Chúng tôi hiểu rằng, mỗi đơn hàng là một lời gửi gắm niềm tin. Hãy để Minh Triệu chứng minh bằng chất lượng thực tế trên từng nhát cắt, từng góc uốn.
Thông tin liên hệ chính thức:
CÔNG TY TNHH THƯƠNG MẠI VÀ SẢN XUẤT MINH TRIỆU
-
Mã số thuế: 0201904693
-
Hotline/Zalo hỗ trợ kỹ thuật: 0886.151.688
-
Văn phòng giao dịch Hải Phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.
-
Trụ sở xưởng sản xuất: Số 3, lô 5, khu công nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.