
Gia công cơ khí chinh xác
G Code CNC Là Gì? Tổng Hợp Bảng Mã Lệnh G-Code Chuẩn Trong Gia Công Cơ Khí
Cập nhật lần cuối 4 Tháng 1, 2026 bởi Nguyễn Minh Triệu
Trong nền công nghiệp chế tạo máy hiện đại, máy CNC (Computer Numerical Control) đóng vai trò “trái tim” của các xưởng gia công cơ khí chính xác. Tuy nhiên, để những cỗ máy hàng tỷ đồng này có thể tự động cắt gọt ra những chi tiết tinh xảo với độ sai số chỉ tính bằng micromet, chúng cần một ngôn ngữ giao tiếp đặc biệt. Ngôn ngữ đó chính là G-code.
Bài viết này được biên soạn bởi đội ngũ kỹ thuật của Công ty Minh Triệu, không chỉ giải thích G code CNC là gì, mà còn cung cấp bảng tra cứu mã lệnh chuẩn và những kinh nghiệm thực tế trong việc ứng dụng G-code để tối ưu hóa quy trình sản xuất.
1. G Code CNC là gì?
G-code (viết tắt của Geometric Code – Mã hình học) là ngôn ngữ lập trình tiêu chuẩn được sử dụng để điều khiển các máy công cụ tự động, phổ biến nhất là máy phay CNC, máy tiện CNC, máy cắt laser và máy in 3D.
Hiểu một cách đơn giản, nếu bản vẽ CAD là “ý tưởng”, thì G-code là “mệnh lệnh” giúp biến ý tưởng đó thành hiện thực. G-code chỉ dẫn cho đầu máy biết:
- Di chuyển đến tọa độ nào (X, Y, Z).
- Di chuyển nhanh hay chậm (Tốc độ tiến dao).
- Di chuyển theo quỹ đạo nào (Thẳng hay cong).
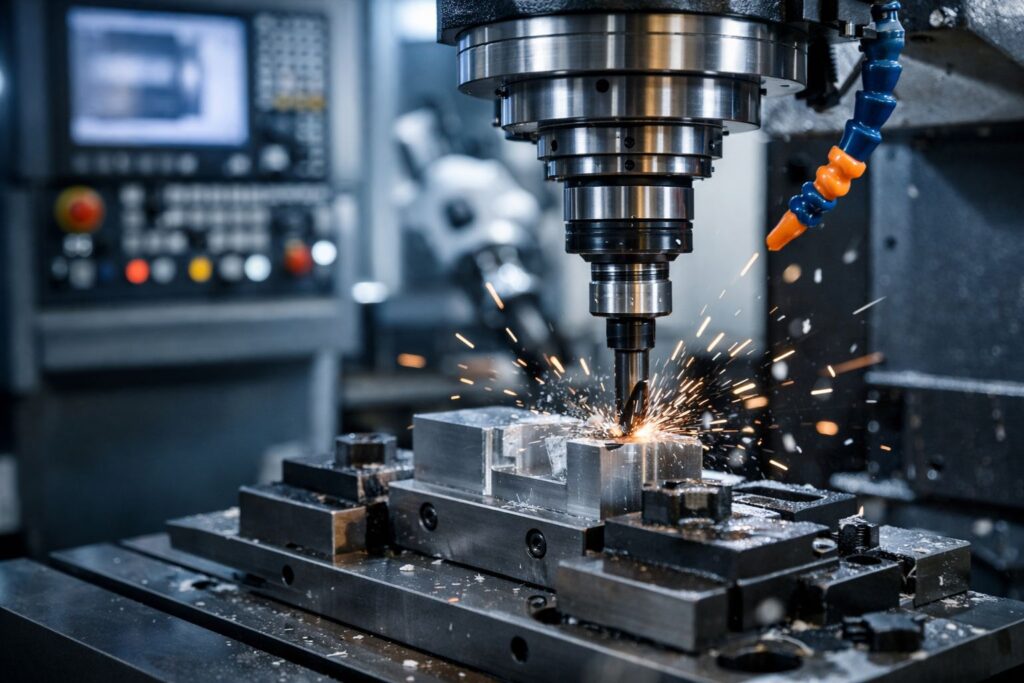
Tại một công ty gia công cơ khí chính xác chuyên nghiệp như Minh Triệu, việc kiểm soát chặt chẽ G-code giúp đảm bảo sản phẩm sau khi gia công trùng khớp hoàn toàn với bản vẽ thiết kế ban đầu.
[CHÈN ẢNH 1: Hình ảnh tổng quan máy CNC đang hoạt động tại xưởng Minh Triệu. Caption: Hệ thống máy CNC hiện đại đang gia công chi tiết tại nhà máy Minh Triệu]
2. Cấu trúc chuẩn của một dòng lệnh G-code
Một chương trình CNC được tạo thành từ hàng ngàn dòng lệnh (block). Mỗi dòng lệnh chứa các thông tin cụ thể để máy thực hiện một hành động.
Ví dụ một dòng lệnh điển hình: N05 G01 X20.0 Y10.0 F100 S1200 T01 M08
Giải thích các thành phần:
- N05 (Sequence Number): Số thứ tự của dòng lệnh trong chương trình.
- G01 (Preparatory Function): Mã lệnh G (ở đây là lệnh chạy dao theo đường thẳng có cắt gọt).
- X20.0 Y10.0 (Coordinates): Tọa độ điểm đích mà dao cần di chuyển đến.
- F100 (Feed Rate): Tốc độ tiến dao (ví dụ: 100mm/phút).
- S1200 (Spindle Speed): Tốc độ quay của trục chính (1200 vòng/phút).
- T01 (Tool): Lệnh gọi dao số 1.
- M08 (Miscellaneous Function): Mã lệnh phụ trợ (ở đây là bật dung dịch tưới nguội).
Lưu ý chuyên môn: Việc sắp xếp thứ tự các mã trong một dòng lệnh có thể thay đổi tùy theo hệ điều hành máy (Fanuc, Mitsubishi, Siemens,…) nhưng cấu trúc cơ bản vẫn tương tự nhau.
[CHÈN ẢNH 2: Ảnh chụp màn hình bộ điều khiển (Fanuc/Mitsubishi) hiển thị các dòng lệnh G-code. Caption: Giao diện hiển thị G-code trên màn hình điều khiển máy CNC]
3. Bảng tổng hợp các mã lệnh G-code phổ biến nhất
Dưới đây là bảng tra cứu các nhóm lệnh G-code thông dụng nhất được các kỹ sư tại Minh Triệu sử dụng hàng ngày trên các dòng máy phay và tiện CNC.
Nhóm 1: Lệnh di chuyển dao (Motion Codes)
Đây là nhóm lệnh quan trọng nhất, quyết định hình dáng (geometry) của sản phẩm.
| Mã lệnh | Ý nghĩa | Ứng dụng thực tế |
|---|---|---|
| G00 | Chạy dao nhanh (Rapid positioning) | Di chuyển dao đến vị trí bắt đầu gia công (không cắt gọt) ở tốc độ tối đa của máy. |
| G01 | Nội suy đường thẳng (Linear interpolation) | Cắt chi tiết theo đường thẳng với tốc độ F quy định. |
| G02 | Nội suy cung tròn thuận chiều kim đồng hồ (CW) | Cắt các cung tròn, góc bo R theo chiều kim đồng hồ. |
| G03 | Nội suy cung tròn ngược chiều kim đồng hồ (CCW) | Cắt các cung tròn, góc bo R ngược chiều kim đồng hồ. |
Nhóm 2: Lệnh lựa chọn mặt phẳng gia công
| Mã lệnh | Mặt phẳng | Trục áp dụng |
|---|---|---|
| G17 | Mặt phẳng XY | Dùng cho gia công phay đứng thông thường. |
| G18 | Mặt phẳng ZX | Thường dùng cho máy phay ngang hoặc tiện. |
| G19 | Mặt phẳng YZ | Dùng cho gia công các chi tiết phức tạp bên hông. |
Nhóm 3: Lệnh bù dao và thiết lập gốc tọa độ
| Mã lệnh | Ý nghĩa | Tại sao quan trọng? |
|---|---|---|
| G40 | Hủy bù bán kính dao | Tránh lỗi kích thước khi kết thúc đường cắt. |
| G41 | Bù bán kính dao trái | Giúp máy tự tính toán đường tâm dao lệch sang trái so với biên dạng. |
| G42 | Bù bán kính dao phải | Giúp máy tự tính toán đường tâm dao lệch sang phải so với biên dạng. |
| G43 | Bù chiều dài dao dương | Bù trừ độ dài dao thực tế so với dao chuẩn. |
| G49 | Hủy bù chiều dài dao | Đưa máy về trạng thái không bù chiều dài. |
| G54 – G59 | Chọn hệ tọa độ làm việc | Xác định vị trí phôi trên bàn máy. |
Nhóm 4: Chu trình gia công lỗ (Canned Cycles)
| Mã lệnh | Ý nghĩa | Ứng dụng |
|---|---|---|
| G80 | Hủy chu trình khoan | Kết thúc các lệnh khoan/taro để chuyển sang lệnh khác. |
| G81 | Chu trình khoan lỗ thường | Khoan mồi hoặc khoan lỗ nông. |
| G83 | Chu trình khoan lỗ sâu (Peck drilling) | Khoan nhấp (khoan – rút dao – khoan) để thoát phoi, tránh gãy mũi khoan. |
| G84 | Chu trình Taro ren | Gia công ren trong bằng mũi taro. |
4. Ví dụ lập trình G-code thực tế
Để bạn dễ hình dung cách các mã lệnh kết hợp với nhau, dưới đây là một đoạn chương trình đơn giản dùng để phay biên dạng một hình vuông kích thước 50x50mm, độ sâu cắt 2mm:
%
O0001 (Chuong trinh phay hinh vuong 50x50)
N10 G21 G17 G40 G49 G80 G90 (Thiet lap: He mm, mat phang XY, huy bu, toa do tuyet doi)
N20 T01 M06 (Thay dao so 1)
N30 G00 G54 X-10. Y-10. S1500 M03 (Chay nhanh den diem cho, bat truc chinh 1500v/p)
N40 G43 H01 Z10. (Bu chieu dai dao, ha Z xuong cach mat phoi 10mm)
N50 G01 Z-2. F100 (An dao xuong sau 2mm voi toc do 100)
N60 G41 D01 X0 Y0 F300 (Bu ban kinh dao trai, bat dau cat)
N70 Y50. (Cat canh ben trai)
N80 X50. (Cat canh phia tren)
N90 Y0 (Cat canh ben phai)
N100 X0 (Cat canh phia duoi - ve goc)
N110 G40 G01 X-10. Y-10. (Huy bu dao, rut dao ra xa)
N120 G00 Z100. (Rut dao len cao an toan)
N130 M30 (Ket thuc chuong trinh)
%
Lưu ý: Đoạn code trên mang tính minh họa cơ bản. Trong thực tế sản xuất tại Minh Triệu, chúng tôi sử dụng phần mềm CAM để tối ưu hóa đường chạy dao mượt mà hơn (Smooth toolpath), giúp bề mặt sản phẩm bóng đẹp và kéo dài tuổi thọ dao.
5. Phân biệt G-code và M-code
Rất nhiều người mới học thường nhầm lẫn giữa hai khái niệm này. Tại Minh Triệu, chúng tôi phân biệt chúng như sau:
- G-code (Geometric): Trả lời câu hỏi “Dao đi đâu và đi như thế nào?”. Nó liên quan trực tiếp đến hình học của chi tiết.
- M-code (Machine): Trả lời câu hỏi “Máy cần làm gì?”. Nó điều khiển các chức năng bật/tắt của máy.
Một số M-code cơ bản:
- M03 / M05: Quay trục chính thuận chiều kim đồng hồ / Dừng trục chính.
- M08 / M09: Bật / Tắt nước làm mát (Tưới nguội).
- M30: Kết thúc chương trình và quay lại đầu dòng lệnh.
6. 3 Lỗi G-code “chết người” cần tránh khi vận hành CNC
Dựa trên kinh nghiệm đào tạo kỹ thuật viên tại xưởng, Minh Triệu lưu ý bạn 3 lỗi phổ biến nhất có thể gây va chạm máy (Crash) hoặc làm hỏng sản phẩm:
- Quên lệnh G43 (Bù chiều dài dao): Nếu thiếu lệnh này, máy sẽ hiểu đầu trục chính là mũi dao. Hậu quả là trục chính sẽ lao thẳng vào phôi gây hỏng máy nghiêm trọng.
- Nhầm lẫn G00 và G01: G00 là lệnh chạy nhanh tối đa để định vị, tuyệt đối không dùng để cắt gọt. Nếu nhầm lẫn, dao sẽ gãy ngay lập tức khi chạm phôi.
- Quên lệnh M03 (Quay trục chính): Cho dao đi vào phôi (G01) mà trục chính chưa quay là nguyên nhân hàng đầu gây gãy dao.
7. Từ G-code đến sản phẩm thực tế: Vai trò của CAD/CAM
Trước đây, thợ cơ khí phải viết tay từng dòng lệnh G-code. Tuy nhiên, với các chi tiết phức tạp (khuôn mẫu 3D, chi tiết máy 5 trục), việc viết tay là bất khả thi và dễ sai sót.
Ngày nay, quy trình sản xuất tại Minh Triệu được tự động hóa thông qua phần mềm CAD/CAM (như Mastercam, NX, SolidCAM):
- Thiết kế (CAD): Vẽ chi tiết 3D trên máy tính.
- Lập trình (CAM): Kỹ sư chọn dao, chọn chế độ cắt trên phần mềm.
- Post Processor: Phần mềm tự động xuất ra hàng nghìn dòng G-code tối ưu nhất.
- Gia công: Nạp G-code vào máy CNC và tiến hành sản xuất.
Dù phần mềm hỗ trợ đắc lực, việc hiểu bản chất G-code vẫn là yêu cầu bắt buộc đối với kỹ sư Minh Triệu để có thể kiểm tra (check code), sửa lỗi nhanh và tối ưu đường chạy dao.
8. Minh Triệu – Chuyên gia công cơ khí chính xác & Giải pháp CNC
Hiểu về G-code là bước đầu, nhưng để tạo ra một sản phẩm cơ khí chính xác, thẩm mỹ và đồng nhất đòi hỏi sự kết hợp giữa con người am hiểu kỹ thuật và hệ thống máy móc hiện đại.
Công ty TNHH Thương Mại Và Sản Xuất Minh Triệu tự hào là đối tác tin cậy của nhiều doanh nghiệp FDI và các nhà máy công nghiệp tại Hà Nội, Hải Phòng.
[CHÈN ẢNH 3: Ảnh chụp kỹ sư Minh Triệu đang kiểm tra sản phẩm hoàn thiện bằng thước đo hoặc máy đo CMM. Caption: Kiểm tra chất lượng sản phẩm gia công chính xác tại Minh Triệu]
Tại sao nên chọn Minh Triệu?
- Năng lực thiết bị: Hệ thống máy phay CNC, tiện CNC đời mới, vận hành ổn định với độ chính xác cao.
- Đội ngũ chuyên sâu: Kỹ thuật viên của chúng tôi không chỉ là người vận hành máy, mà là những chuyên gia về G-code và công nghệ CAM, đảm bảo xử lý được các chi tiết khó, dung sai chặt chẽ.
- Dịch vụ toàn diện:
- Gia công cơ khí chính xác theo yêu cầu, phay CNC, tiện CNC chi tiết máy.
- Thiết kế và chế tạo đồ gá (Jig) kiểm tra, đồ gá gia công.
- Tư vấn giải pháp tự động hóa cho nhà máy.
Liên hệ tư vấn & Báo giá
Nếu bạn đang tìm kiếm một đơn vị gia công cơ khí am hiểu kỹ thuật sâu sắc, cam kết chất lượng và tiến độ, hãy liên hệ ngay với Minh Triệu. Chúng tôi sẵn sàng tư vấn giải pháp tối ưu nhất cho bản vẽ của bạn.
CÔNG TY TNHH THƯƠNG MẠI VÀ SẢN XUẤT MINH TRIỆU
- Hotline/Zalo/Line/Whatsapp: 0886 151 688
- Email: business@minhtrieu.vn
- Nhà máy Hà Nội: Số 3, lô 5, Khu Công Nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.
- Văn phòng Hải Phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.