
Gia công cơ khí chinh xác
Đồ Gá Kẹp: Cẩm Nang Toàn Diện Từ Thiết Kế Đến Ứng Dụng Trong Gia Công Cơ Khí Chính Xác

Cập nhật lần cuối 5 Tháng 3, 2026 bởi hang
Trong nền sản xuất hiện đại, khi các dòng máy phay CNC 3 trục, 5 trục ngày càng trở nên phổ biến, sự khác biệt giữa các xưởng cơ khí không còn nằm ở việc ai có máy đời mới hơn, mà nằm ở việc ai có giải pháp gá đặt thông minh hơn. Đồ gá kẹp (Clamping Fixtures) không đơn thuần là những thanh sắt giữ phôi; chúng là “linh hồn” của quy trình công nghệ, quyết định trực tiếp đến độ chính xác kích thước, độ bóng bề mặt và đặc biệt là năng suất lao động. Một bộ đồ gá kẹp tối ưu có thể biến một quy trình phức tạp kéo dài 15 phút thành một thao tác đơn giản chỉ trong 30 giây.
Hiểu được tầm quan trọng đó, Công ty TNHH Thương mại và Sản xuất Minh Triệu đã không ngừng nghiên cứu và chế tạo các hệ thống đồ gá chuyên dụng, phục vụ từ các hộ kinh doanh cá thể đến các nhà máy lớn trong khu công nghiệp. Bài viết này sẽ phân tích sâu mọi khía cạnh về đồ gá kẹp, từ nguyên lý định vị đến các công nghệ kẹp tiên tiến nhất hiện nay, giúp quý khách hàng có cái nhìn thấu đáo trước khi đầu tư trang thiết bị cho xưởng sản xuất của mình.
1. Bản chất kỹ thuật của đồ gá kẹp
1.1. Đồ gá kẹp là gì?
Trong kỹ thuật cơ khí, đồ gá kẹp là một thiết bị phụ trợ dùng để xác định vị trí chính xác của phôi so với dụng cụ cắt (định vị) và giữ chặt phôi đó ở vị trí không đổi dưới tác động của lực cắt lớn sinh ra trong quá trình gia công (kẹp chặt).
1.2. Sự khác biệt giữa Định vị và Kẹp chặt
Rất nhiều thợ cơ khí mới vào nghề thường nhầm lẫn giữa hai khái niệm này:
-
Định vị: Là việc dùng các chi tiết như chốt, khối V, mặt phẳng để khống chế các bậc tự do của phôi (6 bậc tự do trong không gian).
-
Kẹp chặt: Là việc dùng ngoại lực (vít siết, khí nén, thủy lực) để ép phôi vào các chi tiết định vị, đảm bảo phôi không bị xê dịch khi chịu lực va đập của dao cụ.
2. Các thành phần cấu tạo chi tiết của một bộ đồ gá kẹp chuyên dụng
Một bộ đồ gá kẹp được thiết kế tại xưởng Minh Triệu (KCN Lai Xá) luôn tuân thủ cấu trúc 4 phần cơ bản nhưng được tối ưu hóa:
2.1. Thân đồ gá (The Body)
Thân đồ gá là nền tảng chịu lực chính.
-
Vật liệu: Thường dùng thép S45C tôi cải thiện hoặc gang xám HT200 để giảm rung động.
-
Yêu cầu: Phải có độ cứng vững cực cao. Bất kỳ sự biến dạng nào của thân đồ gá dưới lực kẹp cũng sẽ dẫn đến sai số kích thước của chi tiết gia công.
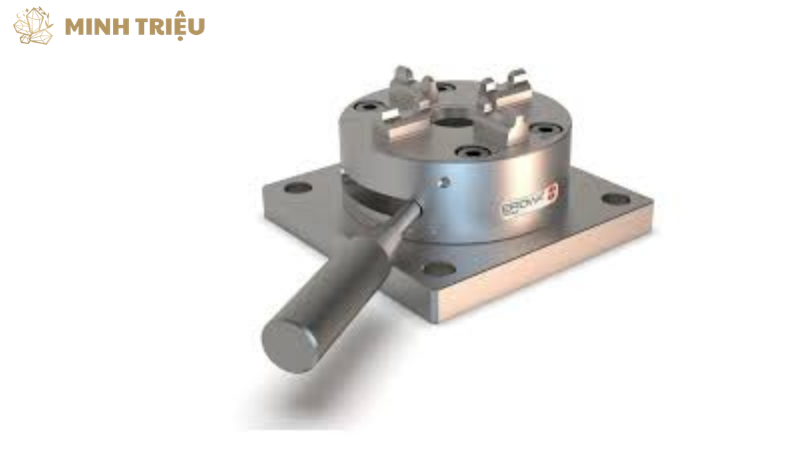
2.2. Cơ cấu định vị (Locating Elements)
Bao gồm các chốt tì, phiến tì, khối V. Tại Minh Triệu, các chi tiết này luôn được làm bằng thép hợp kim như SKD11 hoặc 40Cr, nhiệt luyện đạt độ cứng 58 – 62 HRC để chống mài mòn.
2.3. Cơ cấu kẹp chặt (Clamping Elements)
Đây là phần tạo ra lực. Các cơ cấu phổ biến bao gồm:
-
Mỏ kẹp (Clamp strap): Dạng đòn bẩy.
-
Vít siết: Dành cho lực kẹp lớn nhưng chậm.
-
Cam kẹp: Dùng cho lực kẹp trung bình nhưng thao tác cực nhanh.
2.4. Các bộ phận phụ trợ
Bao gồm lò xo đẩy, bạc dẫn hướng, vấu kẹp và hệ thống định vị đồ gá lên bàn máy (thường là rãnh then chữ T).
3. Phân tích chuyên sâu các loại đồ gá kẹp hiện đại
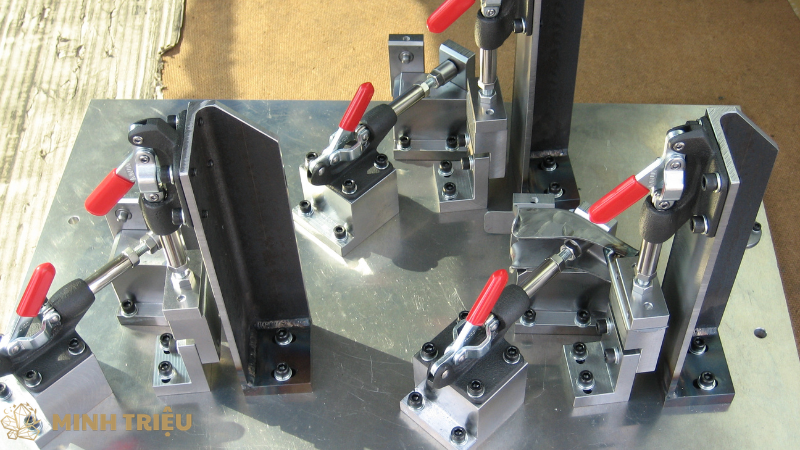
3.1. Đồ gá kẹp cơ khí truyền thống
Vẫn chiếm 70% thị phần nhờ tính linh hoạt. Minh Triệu cung cấp các bộ mỏ kẹp vạn năng tương thích với mọi loại bàn máy CNC. Ưu điểm lớn nhất là khả năng chịu lực cắt cực nặng trong phay thô phá.
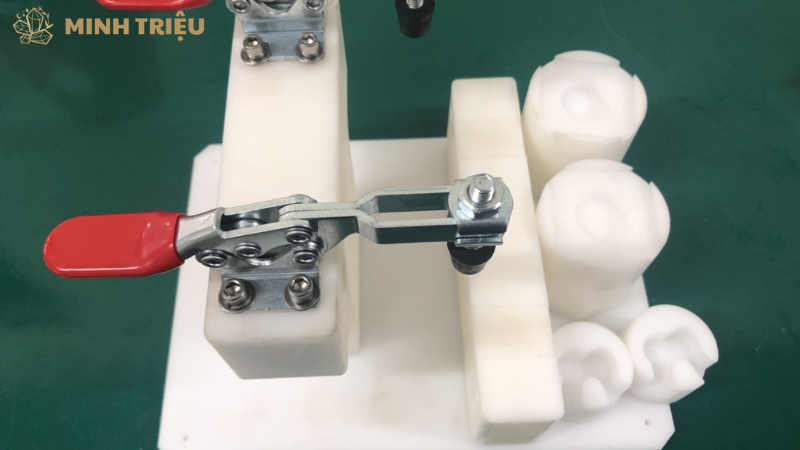
3.2. Đồ gá kẹp nhanh (Toggle Clamps)
Sử dụng nguyên lý điểm chết trong cơ học đòn bẩy.
-
Ứng dụng: Chủ yếu trong đồ gá hàn và đồ gá kiểm tra (Checking Fixtures).
-
Lợi ích: Chỉ mất 1 giây để đóng/mở kẹp. Điều này cực kỳ quan trọng trong các công đoạn cần tháo lắp phôi liên tục.
3.3. Đồ gá kẹp khí nén (Pneumatic Fixtures)
Sử dụng áp suất khí nén (thường là 6-8 bar) để đẩy piston tạo lực kẹp.
-
Ưu điểm: Sạch sẽ, tốc độ nhanh, có thể điều khiển tự động bằng PLC hoặc bàn đạp chân.
-
Lưu ý kỹ thuật: Lực kẹp của khí nén thường giới hạn. Với các phôi cần lực kẹp trên 500 kgf, cần tính đến hệ thống tăng áp hoặc chuyển sang thủy lực.
3.4. Hệ thống kẹp thủy lực (Hydraulic Clamping)
Đây là “vũ khí hạng nặng” cho các nhà máy gia công quy mô lớn.
-
Đặc điểm: Lực kẹp có thể lên tới vài tấn trên một điểm kẹp nhỏ.
-
Tính năng vượt trội: Lực kẹp đồng đều giữa các chi tiết giúp loại bỏ hoàn toàn hiện tượng rung rè (chatter) khi gia công tốc độ cao.
4. Công thức và Tư duy thiết kế đồ gá tại Minh Triệu
Khi một khách hàng gửi bản vẽ chi tiết đến Minh Triệu, đội ngũ kỹ sư của chúng tôi sẽ thực hiện các bước phân tích sau:
4.1. Tính toán lực kẹp cần thiết (W)
Lực kẹp phải lớn hơn lực cắt sinh ra bởi dao cụ để phôi không bị văng. Công thức tổng quát:
Trong đó:
-
K: Hệ số an toàn (thường chọn 1.5 – 2.5).
-
P: Lực cắt chính của máy.
-
f: Hệ số ma sát giữa phôi và mặt tì.
-
mu: Hệ số điều kiện làm việc.
4.2. Nguyên tắc “Tương tác lực”
Điểm đặt lực kẹp luôn phải nằm trên hoặc đối diện với điểm tì định vị. Nếu đặt lệch, lực kẹp sẽ tạo ra moment uốn làm cong chi tiết hoặc làm xê dịch phôi khỏi vị trí chuẩn.
5. Các sai lầm thường gặp và cách khắc phục trong sử dụng đồ gá kẹp
Dựa trên kinh nghiệm hỗ trợ các xưởng cơ khí tại Hải Phòng và Hà Nội, Minh Triệu đúc rút các lỗi sau:
Kẹp quá chặt trên phôi mỏng: Làm phôi bị biến dạng đàn hồi. Khi tháo đồ gá, phôi co lại và mặt phẳng gia công không còn phẳng. Khắc phục: Sử dụng đồ gá kẹp bằng lực hút chân không hoặc giảm lực kẹp thủy lực.
Phoi (vụn kim loại) bám vào mặt tì: Chỉ cần một hạt phoi dày 0.05 mm kẹt vào mặt tì, toàn bộ lô hàng sẽ bị sai số kích thước. Khắc phục: Thiết kế thân đồ gá có rãnh thoát phoi hoặc tích hợp vòi xịt khí tự động trước khi kẹp.
Điểm kẹp gây cản trở đường chạy dao: Dao cụ va chạm vào mỏ kẹp gây hỏng dao và đồ gá. Khắc phục: Sử dụng mô phỏng 3D tại Minh Triệu để tối ưu hóa vị trí kẹp trước khi gia công thực tế.
6. Tại sao doanh nghiệp nên lựa chọn đồ gá kẹp từ Minh Triệu?
6.1. Kinh nghiệm thực chiến tại các KCN lớn
Minh Triệu không chỉ hoạt động tại văn phòng Hải Phòng hay xưởng Hà Nội, chúng tôi có mặt tại các hiện trường sản xuất khắc nghiệt nhất. Chúng tôi hiểu rằng mỗi giây dừng máy để thay phôi là một khoản lỗ của doanh nghiệp. Vì vậy, các thiết kế đồ gá của chúng tôi luôn hướng tới: Nhanh – Chắc – Bền.
6.2. Công nghệ gia công chính xác
Sở hữu hệ thống máy mài phẳng, máy phay CNC và lò tôi cao tần ngay tại xưởng Lai Xá, chúng tôi kiểm soát được độ cứng mặt rãnh, mặt tì – điều mà các đơn vị thương mại nhập khẩu hàng giá rẻ không thể đảm bảo.
6.3. Dịch vụ bảo trì và nâng cấp
Đồ gá sau một thời gian sử dụng sẽ bị mòn các chi tiết định vị. Minh Triệu cung cấp dịch vụ mài lại, thay thế chốt định vị tiêu chuẩn nhanh chóng, giúp doanh nghiệp duy trì sản xuất liên tục.
7. Quy trình đặt hàng đồ gá kẹp tại Minh Triệu
-
Khảo sát phôi: Khách hàng gửi bản vẽ $2D/3D$ hoặc mẫu vật thật.
-
Phân tích công nghệ: Xác định máy gia công của khách hàng là máy gì (BT40, BT50…), chế độ cắt dự kiến.
-
Thiết kế sơ bộ: Gửi phương án kẹp và báo giá.
-
Gia công thực tế: Thực hiện tại xưởng Lai Xá với sự giám sát chặt chẽ.
-
Chạy thử nghiệm: Khách hàng có thể mang phôi đến xưởng để kẹp thử và kiểm tra độ chính xác trước khi thanh toán.
8. Kết luận
Trong bối cảnh cạnh tranh khốc liệt, việc giảm giá thành sản phẩm thông qua việc cắt giảm thời gian gia công là con đường duy nhất để phát triển. Một bộ đồ gá kẹp chất lượng từ Minh Triệu không chỉ là một dụng cụ, mà là một lợi thế cạnh tranh giúp xưởng của bạn chuyên nghiệp hơn, năng suất hơn và uy tín hơn trong mắt đối tác.
Với sự tận tâm của đội ngũ kỹ sư và năng lực sản xuất trực tiếp, chúng tôi cam kết đồng hành cùng quý khách hàng trên con đường chinh phục những chi tiết máy khó nhất.
Thông tin liên hệ và Tư vấn
Quý khách hàng cần tư vấn sâu hơn về kỹ thuật đồ gá kẹp hoặc nhận báo giá cho dự án sắp tới, xin vui lòng liên hệ:
CÔNG TY TNHH THƯƠM MẠI VÀ SẢN XUẤT MINH TRIỆU
-
Mã số thuế: 0201904693
-
Hotline/Zalo: 0886.151.688
-
Văn phòng Hải Phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.
-
Xưởng sản xuất: Số 3, lô 5, khu công nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.