
Gia công cơ khí chinh xác
Cấu Tạo Của Mũi Khoan: Kiến Thức Toàn Diện Từ A-Z Cho Dân Cơ Khí
Cập nhật lần cuối 13 Tháng 1, 2026 bởi Nguyễn Minh Triệu
Trong ngành gia công cơ khí chính xác, mũi khoan là một trong những dụng cụ cắt gọt phổ biến nhất. Tuy nhiên, để tối ưu hóa hiệu suất cắt, giảm thiểu hư hỏng máy móc và đảm bảo độ chính xác của lỗ khoan, việc hiểu rõ cấu tạo của mũi khoan là yêu cầu tiên quyết.
Tại công ty gia công cơ khí chính xác Minh Triệu, với kinh nghiệm nhiều năm trong lĩnh vực gia công CNC và tự động hóa, chúng tôi nhận thấy rằng việc lựa chọn sai cấu tạo mũi khoan có thể làm tăng giá thành sản phẩm lên đến 20-30% do lãng phí vật tư và thời gian dừng máy. Bài viết này sẽ phân tích sâu về các thành phần kỹ thuật của mũi khoan dưới góc nhìn chuyên gia.
1. Tại sao cần hiểu rõ cấu tạo của mũi khoan?
Việc nắm vững cấu tạo không chỉ giúp bạn trở thành một kỹ thuật viên giỏi mà còn trực tiếp tác động đến hiệu quả kinh tế của doanh nghiệp:
- Tối ưu tốc độ cắt (Cutting Speed): Mỗi thành phần cấu tạo đều ảnh hưởng đến khả năng chịu nhiệt và lực cắt.
- Đảm bảo độ chính xác (Precision): Hiểu về phần “Gờ nổi” hay “Lõi” giúp bạn kiểm soát được độ lệch tâm khi khoan sâu.
- Lựa chọn đúng vật liệu: Biết cấu tạo giúp bạn phân biệt được mũi khoan dành cho thép cứng, nhôm mềm hay inox (vật liệu khó gia công).
- Kéo dài tuổi thọ dụng cụ: Biết cách mài lại đúng góc đỉnh sẽ giúp tái sử dụng mũi khoan nhiều lần, tiết kiệm chi phí cho nhà máy.
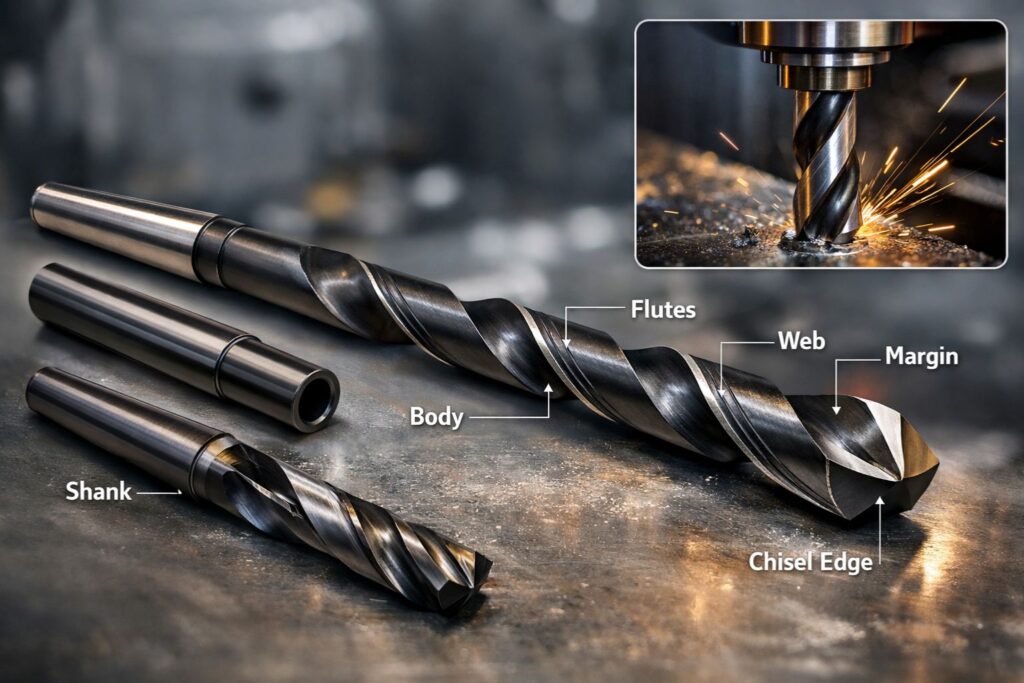
2. Sơ đồ cấu tạo chi tiết của một mũi khoan xoắn tiêu chuẩn (Twist Drill)
Mũi khoan xoắn là loại phổ biến nhất trong các xưởng cơ khí hiện nay. Về cơ bản, cấu tạo của nó được chia thành 3 phần chính: Chuôi, Thân và Đầu.
2.1. Phần Chuôi (Shank)
Đây là bộ phận dùng để kẹp chặt mũi khoan vào bầu kẹp (Chuck) của máy khoan hoặc trục chính máy CNC.
- Chuôi trụ (Straight Shank): Phổ biến ở các mũi khoan kích thước nhỏ (thường dưới 13mm), kẹp bằng đầu kẹp 3 chấu.
- Chuôi côn (Morse Taper Shank): Có hình dạng thuôn định vị theo tiêu chuẩn Morse (MT1, MT2…). Loại này giúp truyền mô-men xoắn cực lớn, thường dùng cho các lỗ khoan có đường kính lớn và yêu cầu độ vững chắc cao.
2.2. Phần Thân (Body)
Đây là phần chứa các rãnh xoắn, đóng vai trò quan trọng trong quá trình tạo hình lỗ.
- Rãnh xoắn (Flutes): Là các đường rãnh được phay xoắn dọc theo thân. Chức năng chính là thoát phoi (Chip evacuation) và dẫn dung dịch làm nguội (Coolant) trực tiếp xuống vị trí cắt.
- Gờ nổi (Land/Margin): Là phần hẹp dọc theo rãnh xoắn. Nó giúp dẫn hướng mũi khoan trong lỗ và giữ cho mũi khoan không bị kẹt bằng cách giảm diện tích tiếp xúc ma sát với thành lỗ.
- Lõi/Sống mũi khoan (Web): Là phần kim loại nằm ở trung tâm nối hai rãnh xoắn. Lõi càng dày thì mũi khoan càng cứng vững nhưng lực đẩy dọc trục yêu cầu sẽ lớn hơn.
2.3. Phần Đầu (Point)
Đây là “trái tim” của mũi khoan, nơi trực tiếp thực hiện nhiệm vụ cắt gọt vật liệu.
- Lưỡi cắt chính (Cutting Edges/Lips): Hai đường thẳng nối từ lõi ra đến đường kính ngoài. Đây là nơi kim loại bị tách lớp.
- Góc đỉnh (Point Angle): * Góc 118 độ: Tiêu chuẩn cho các loại thép mềm, đồng, nhôm.
- Góc 135 độ: Thường thấy ở các mũi khoan chất lượng cao (HSS-Co), dùng cho vật liệu cứng như Inox, giúp mũi khoan không bị “đi bộ” (trượt) khi bắt đầu khoan.
- Lưỡi cắt ngang (Chisel Edge): Là đường nối giữa hai lưỡi cắt chính ở tâm đỉnh. Bộ phận này không cắt mà chỉ đẩy vật liệu sang hai bên, do đó nó sinh nhiệt rất lớn.
3. Bảng so sánh cấu tạo mũi khoan theo vật liệu gia công
| Đặc điểm cấu tạo | Mũi khoan Thép mềm (HSS) | Mũi khoan Inox (HSS-Co) | Mũi khoan Hợp kim (Carbide) |
|---|---|---|---|
| Góc đỉnh | 118 độ | 135 độ | 140 – 150 độ |
| Độ dày lõi | Trung bình | Dày (Tăng độ cứng) | Rất dày |
| Lớp phủ | Không hoặc TiN (Vàng) | TiAlN (Đen tím) | AlTiN hoặc Diamond |
| Ứng dụng chính | Sắt, thép CT3, gỗ | Inox 304, 316, thép cứng | Gia công CNC hàng loạt, gang |
4. Kinh nghiệm bảo trì và “Troubleshooting” từ chuyên gia Minh Triệu
Trong quá trình gia công thực tế tại nhà máy của chúng tôi ở KCN Lai Xá, các kỹ sư thường áp dụng quy tắc “3 nhìn” để bắt bệnh mũi khoan:
- Nhìn lưỡi cắt: Nếu lưỡi cắt chính bị sứt mẻ, đó là dấu hiệu của việc quá tải hoặc chọn sai vật liệu. Giải pháp: Giảm tốc độ tiến dao (Feed rate).
- Nhìn phoi: Nếu phoi ra bị vụn hoặc có màu xanh tím, rãnh thoát phoi đang bị tắc hoặc thiếu dung dịch làm nguội. Giải pháp: Kiểm tra hệ thống tưới nguội trung tâm.
- Nhìn gờ nổi: Nếu gờ nổi bị mòn vẹt, mũi khoan sẽ dễ bị lệch tâm. Giải pháp: Thay thế hoặc mài lại toàn bộ phần đầu trên máy mài chuyên dụng.
5. FAQ – Những câu hỏi thường gặp về cấu tạo mũi khoan
Câu hỏi 1: Tại sao mũi khoan của tôi hay bị gãy ở phần rãnh xoắn?
- Trả lời: Thường do lõi (Web) quá mỏng so với lực cắt hoặc rãnh xoắn bị nghẹt phoi. Hãy kiểm tra lại độ sâu lỗ khoan, nếu khoan sâu quá 3 lần đường kính (3D), cần sử dụng chu kỳ khoan nhấp (Peck drilling).
Câu hỏi 2: Có thể mài góc 118 độ thành 135 độ được không?
- Trả lời: Hoàn toàn được nếu bạn có máy mài dụng cụ chính xác. Việc này giúp mũi khoan ăn vào vật liệu cứng tốt hơn.
6. Minh Triệu – Đối tác tin cậy về giải pháp cơ khí và tự động hóa
Nếu bạn đang gặp khó khăn trong việc lựa chọn loại mũi khoan phù hợp cho dây chuyền sản xuất, hoặc cần một đơn vị gia công cơ khí chính xác theo yêu cầu có khả năng tối ưu hóa quy trình, Công ty Minh Triệu luôn sẵn sàng đồng hành.
Chúng tôi sở hữu hệ thống máy CNC hiện đại cùng đội ngũ kỹ sư tại KCN Lai Xá, cam kết mang đến những sản phẩm có độ chính xác cao nhất và giải pháp tự động hóa giúp giảm giá thành sản xuất.
THÔNG TIN LIÊN HỆ
CÔNG TY TNHH THƯƠNG MẠI VÀ SẢN XUẤT MINH TRIỆU
- Dịch vụ: Gia công cơ khí chính xác & Giải pháp tự động hóa nhà máy.
- Nhà máy: Số 3, lô 5, Khu Công Nghiệp Lai Xá, Kim Chung, Hoài Đức, Hà Nội.
- Văn phòng: 52/346 Thiên Lôi, Vĩnh Niệm, Lê Chân, Hải Phòng.
- Hotline/Whatsapp/Line: +84 886 151 688
- Email: business@minhtrieu.vn
- Website: minhtrieu.vn

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.