
Cảm biến (Sensor)
An Toàn Công Nghiệp (Industrial Safety) Với Cảm Biến: Bảo Vệ Con Người và Máy Móc
Trong sản xuất hiện đại, máy móc phức tạp và tốc độ cao kéo theo rủi ro tai nạn lớn. Dựa vào biện pháp thủ công và ý thức lao động không đủ để đảm bảo an toàn. Cảm biến trở thành “vệ sĩ” thông minh, giám sát liên tục và phản ứng tức thì với nguy cơ, giúp đảm bảo an toàn công nghiệp (Industrial Safety) một cách chủ động, hiệu quả và bền vững.
1. An toàn công nghiệp (Industrial Safety) là gì?
1.1. Định nghĩa chi tiết
An toàn công nghiệp (Industrial Safety) là một hệ thống các quy trình, chính sách, và công nghệ được thiết lập nhằm bảo vệ người lao động, tài sản, và môi trường khỏi các rủi ro và mối nguy hiểm trong quá trình sản xuất.
Nó không chỉ đơn thuần là việc trang bị đầy đủ thiết bị bảo hộ cá nhân (PPE) mà còn bao gồm việc xây dựng một văn hóa an toàn, đào tạo nhân viên, và quan trọng nhất là sử dụng công nghệ để kiểm soát và loại bỏ các mối nguy hiểm tiềm tàng. Mục tiêu của an toàn công nghiệp là tạo ra một môi trường làm việc không có tai nạn, nơi mọi hoạt động sản xuất đều được thực hiện một cách an toàn và có kiểm soát.
1.2. Mục tiêu chính của An toàn công nghiệp
Mục tiêu của an toàn công nghiệp không chỉ dừng lại ở việc tuân thủ pháp luật, mà còn hướng tới những lợi ích chiến lược lâu dài:
- Ngăn ngừa tai nạn lao động: Đây là mục tiêu cốt lõi. Bằng cách xác định và loại bỏ các mối nguy hiểm, an toàn công nghiệp giúp bảo vệ tính mạng, sức khỏe của người lao động, tránh những tổn thất vô cùng lớn về mặt con người.
- Giảm thiểu rủi ro và chi phí: Tai nạn lao động không chỉ gây thiệt hại về người mà còn làm hỏng máy móc, gián đoạn sản xuất. Một hệ thống an toàn hiệu quả sẽ giúp giảm thiểu rủi ro này, từ đó giảm chi phí bồi thường, chi phí pháp lý và chi phí sửa chữa.
- Tăng năng suất và hiệu quả: Khi người lao động cảm thấy an toàn, họ sẽ làm việc với tinh thần thoải mái và tập trung hơn, từ đó tăng năng suất. Giảm thiểu thời gian ngừng máy do tai nạn cũng góp phần trực tiếp vào việc nâng cao hiệu quả sản xuất.
- Tuân thủ các quy định pháp luật: Các doanh nghiệp phải tuân thủ nghiêm ngặt các quy định về an toàn lao động của chính phủ. Một hệ thống an toàn tốt sẽ giúp doanh nghiệp dễ dàng vượt qua các cuộc kiểm tra và tránh các hình phạt.

2. Tại sao cần sử dụng cảm biến trong An toàn công nghiệp?
Trong quá khứ, các biện pháp an toàn chủ yếu dựa vào con người, như việc đặt các biển báo, rào chắn hoặc yêu cầu công nhân phải tuân thủ nghiêm ngặt các quy trình. Tuy nhiên, con người không thể giám sát liên tục và có thể mắc sai lầm. Cảm biến đã khắc phục hoàn toàn những hạn chế này, trở thành một phần không thể thiếu trong hệ thống an toàn công nghiệp hiện đại.
2.1. Giám sát liên tục 24/7 và phản ứng tức thì
- Cảm biến có khả năng giám sát các khu vực nguy hiểm, các thông số của máy móc và môi trường làm việc suốt ngày đêm mà không hề mệt mỏi.
- Chúng có thể phát hiện sự cố ngay lập tức, trong khi con người có thể mất vài giây, thậm chí vài phút để nhận ra nguy hiểm và phản ứng. Sự khác biệt chỉ vài giây này có thể quyết định giữa một tai nạn nghiêm trọng và một sự cố được ngăn chặn kịp thời. Ví dụ, một cảm biến an toàn có thể phát hiện một ngón tay của công nhân tiến vào vùng nguy hiểm của máy dập và ngay lập tức dừng máy trước khi tai nạn xảy ra.
2.2. Loại bỏ yếu tố chủ quan và sai sót của con người
- Các biện pháp an toàn công nghiệp thủ công có thể bị bỏ qua hoặc quên lãng do sự chủ quan của con người. Một công nhân có thể không đeo thiết bị bảo hộ, không đóng cửa an toàn, hoặc không để ý đến một cảnh báo.
- Cảm biến hoạt động theo một logic đã được lập trình sẵn. Chúng không có sự chủ quan, không bị phân tâm hay mệt mỏi. Khi một điều kiện nguy hiểm xảy ra, cảm biến sẽ luôn phản ứng chính xác như đã được thiết lập, đảm bảo rằng quy trình an toàn luôn được tuân thủ một cách tuyệt đối.

2.3. Cung cấp dữ liệu để cải tiến liên tục
- Hệ thống an toàn công nghiệp dựa trên cảm biến không chỉ ngăn ngừa tai nạn mà còn tạo ra một kho dữ liệu quý giá. Dữ liệu này có thể cho biết các sự cố tiềm ẩn thường xảy ra ở đâu, vào thời điểm nào, và nguyên nhân là gì.
- Việc phân tích dữ liệu giúp các nhà quản lý tìm ra những điểm yếu trong quy trình an toàn, từ đó đưa ra các biện pháp cải tiến. Ví dụ, nếu dữ liệu cho thấy các cửa an toàn thường xuyên bị mở không đúng lúc, điều đó có thể cho thấy quy trình làm việc cần được điều chỉnh hoặc người lao động cần được đào tạo lại.
3. Các loại cảm biến phổ biến trong An toàn công nghiệp
Để xây dựng một hệ thống an toàn công nghiệp toàn diện, các nhà máy sử dụng nhiều loại cảm biến khác nhau, mỗi loại được thiết kế để giải quyết một loại mối nguy hiểm cụ thể.
3.1. Cảm biến an toàn cửa (Safety Door Sensors)
Nguyên lý hoạt động: Các cảm biến an toàn cửa thường sử dụng nguyên lý từ tính hoặc quang học để phát hiện trạng thái đóng/mở của các tấm chắn, cửa bảo vệ, hoặc nắp máy. Khi cửa được mở, tín hiệu từ cảm biến sẽ bị ngắt, ngay lập tức gửi lệnh dừng máy để ngăn ngừa công nhân tiếp cận các bộ phận nguy hiểm.
Ứng dụng:
- Bảo vệ các khu vực nguy hiểm xung quanh robot công nghiệp, máy dập, hoặc các máy cắt tốc độ cao.
- Đảm bảo rằng các tấm chắn trên máy luôn được đóng khi máy đang hoạt động.
Ví dụ: Trong một nhà máy lắp ráp ô tô, một robot hàn đang hoạt động trong một lồng bảo vệ có cửa an toàn. Khi một công nhân mở cửa lồng, cảm biến từ tính sẽ phát hiện sự gián đoạn và ngay lập tức cắt nguồn điện, khiến robot dừng lại hoàn toàn.
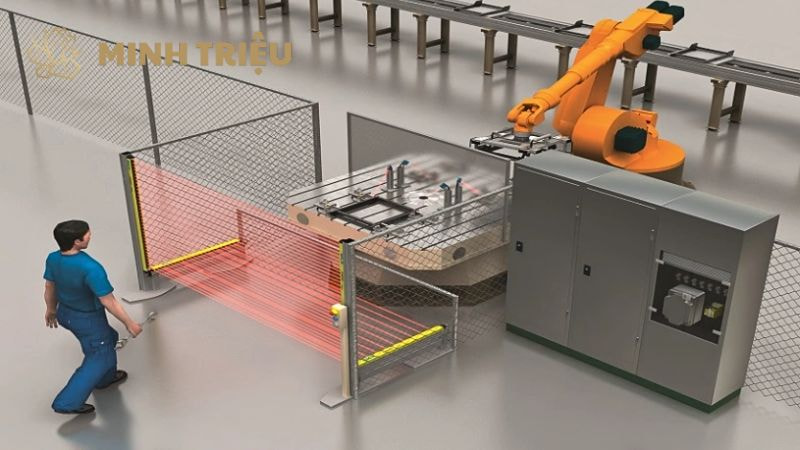
3.2. Rèm ánh sáng an toàn (Safety Light Curtains)
Nguyên lý hoạt động: Rèm ánh sáng an toàn tạo ra một “bức tường” ánh sáng hồng ngoại vô hình giữa một bộ phát (emitter) và một bộ thu (receiver). Bức tường này có thể được tạo thành từ nhiều tia sáng song song. Khi bất kỳ vật thể nào, chẳng hạn như tay hoặc chân của công nhân, đi qua và ngắt một hoặc nhiều tia sáng, hệ thống sẽ ngay lập tức gửi lệnh dừng khẩn cấp cho máy.
Ứng dụng:
- Bảo vệ các khu vực làm việc mà không cần sử dụng rào chắn vật lý, giúp công nhân dễ dàng di chuyển và thao tác.
- Sử dụng trong các khu vực máy dập, máy ép hoặc các khu vực robot công nghiệp để bảo vệ người lao động khỏi các bộ phận chuyển động nguy hiểm.
Ví dụ: Tại một máy dập kim loại, một rèm ánh sáng an toàn được lắp đặt ở phía trước. Nếu công nhân vô tình đưa tay vào khu vực máy dập khi máy đang hoạt động, rèm ánh sáng sẽ bị ngắt và máy sẽ dừng ngay lập tức, ngăn ngừa tai nạn.
3.3. Nút dừng khẩn cấp (Emergency Stop Buttons)
Nguyên lý hoạt động: Mặc dù không phải là cảm biến theo nghĩa thông thường, nút dừng khẩn cấp là một phần không thể thiếu của hệ thống an toàn. Chúng thường được thiết kế với màu đỏ và hình nấm nổi bật để người lao động có thể dễ dàng nhận biết và tác động trong trường hợp khẩn cấp.
Ứng dụng:
- Lắp đặt tại các vị trí chiến lược trên máy móc hoặc trong khu vực làm việc để người lao động có thể dừng toàn bộ hệ thống ngay lập tức khi phát hiện nguy hiểm.
- Được kết nối với hệ thống điện của máy, khi được nhấn, nó sẽ cắt nguồn điện và dừng hoạt động ngay lập tức, ngăn ngừa tai nạn nghiêm trọng.
Ví dụ: Một công nhân phát hiện một sản phẩm bị kẹt trong máy dập và có nguy cơ gây hỏng máy. Anh ta có thể nhấn nút dừng khẩn cấp ngay lập tức để dừng máy và xử lý sự cố.

3.4. Cảm biến phát hiện khí độc, cháy nổ
Nguyên lý hoạt động: Các cảm biến này được thiết kế để phát hiện sự có mặt và nồng độ của các loại khí nguy hiểm trong không khí. Cảm biến khí dễ cháy (Combustible Gas Sensors) sẽ đo nồng độ các khí như Methane (CH4) hoặc Hydrogen (H2). Cảm biến khí độc (Toxic Gas Sensors) sẽ phát hiện các khí như Carbon Monoxide (CO) hoặc Hydrogen Sulfide (H2S).
Ứng dụng:
- Giám sát các khu vực có nguy cơ rò rỉ khí gas, nhà máy hóa chất hoặc khu vực xử lý chất thải.
- Cảnh báo sớm khi nồng độ khí vượt quá ngưỡng an toàn, kích hoạt hệ thống thông gió hoặc hệ thống chữa cháy.
Ví dụ: Trong một nhà máy hóa chất, cảm biến khí độc được lắp đặt khắp nơi. Nếu một đường ống bị rò rỉ và nồng độ khí độc tăng lên, cảm biến sẽ phát hiện và kích hoạt hệ thống cảnh báo, đồng thời gửi tín hiệu đến trung tâm điều khiển để các kỹ sư có thể xử lý sự cố.
3.5. Cảm biến nhiệt độ và độ ẩm
Nguyên lý hoạt động: Cảm biến nhiệt độ và độ ẩm giám sát nhiệt độ và độ ẩm của máy móc và môi trường. Sự tăng nhiệt độ bất thường trong một thiết bị thường là dấu hiệu của quá tải, ma sát quá mức, hoặc lỗi điện.
Ứng dụng:
- Phát hiện quá nhiệt trong các động cơ, hộp số hoặc các tủ điện, ngăn ngừa nguy cơ cháy nổ.
- Giám sát nhiệt độ trong các kho chứa hóa chất hoặc nguyên vật liệu nhạy cảm với nhiệt độ.
Ví dụ: Một cảm biến nhiệt độ được gắn trên một động cơ của băng tải. Nếu nhiệt độ của động cơ vượt quá ngưỡng an toàn do quá tải, cảm biến sẽ gửi cảnh báo đến hệ thống điều khiển và tự động giảm tốc độ hoặc dừng băng tải để ngăn ngừa hư hỏng và nguy cơ cháy nổ.

3.6. Cảm biến áp suất, lưu lượng và mức chất lỏng
Nguyên lý hoạt động: Các cảm biến này được sử dụng để giám sát các thông số của chất lỏng và khí trong hệ thống đường ống và bồn chứa. Cảm biến áp suất đo áp lực của chất lỏng, cảm biến lưu lượng đo tốc độ dòng chảy và cảm biến mức đo mực chất lỏng trong bồn.
Ứng dụng:
- Ngăn ngừa sự cố vỡ đường ống hoặc bồn chứa do áp suất quá cao.
- Đảm bảo các bồn chứa không bị tràn, gây nguy hiểm cho môi trường và người lao động.
Ví dụ: Trong một nhà máy sản xuất hóa chất, cảm biến áp suất được lắp đặt trên các bồn chứa lớn. Nếu áp suất vượt quá giới hạn cho phép, cảm biến sẽ kích hoạt van xả tự động để giảm áp, ngăn ngừa nguy cơ nổ bồn chứa.
4. Lợi ích khi triển khai hệ thống an toàn dựa trên cảm biến
Việc tích hợp cảm biến vào hệ thống an toàn công nghiệp mang lại những lợi ích to lớn, thay đổi cách thức vận hành của một nhà máy.
4.1. Giảm thiểu tai nạn lao động một cách hiệu quả nhất
Đây là lợi ích quan trọng và ý nghĩa nhất. Các cảm biến hoạt động như một “mắt xích” không thể thiếu, giám sát và can thiệp tự động vào các quy trình nguy hiểm. Sự kết hợp giữa các loại cảm biến an toàn, như rèm ánh sáng, cảm biến cửa và nút dừng khẩn cấp, tạo ra một mạng lưới bảo vệ đa tầng, giảm thiểu đáng kể khả năng xảy ra tai nạn.
Con người có thể quên, có thể lơ là nhưng cảm biến thì không. Nhờ đó, người lao động có thể làm việc trong một môi trường được bảo vệ một cách chủ động và tin cậy.

4.2. Tăng năng suất và sự tự tin cho người lao động
Một môi trường làm việc an toàn không chỉ giảm thiểu tai nạn mà còn nâng cao tinh thần làm việc của người lao động. Khi cảm thấy được bảo vệ, họ sẽ làm việc với sự tự tin và tập trung cao hơn, từ đó tăng hiệu suất và năng suất.
Ngược lại, trong một môi trường làm việc đầy rủi ro, người lao động sẽ luôn trong trạng thái lo lắng, ảnh hưởng tiêu cực đến hiệu quả công việc. Việc giảm thiểu thời gian ngừng máy do tai nạn cũng giúp dây chuyền sản xuất hoạt động liên tục hơn.
4.3. Giảm chi phí toàn diện cho doanh nghiệp
- Giảm chi phí bồi thường và pháp lý: Một hệ thống an toàn công nghiệp hiệu quả sẽ giảm thiểu các vụ tai nạn, từ đó giảm đáng kể chi phí bồi thường cho người lao động, cũng như các chi phí pháp lý và tiền phạt do vi phạm quy định.
- Giảm chi phí sửa chữa: Tai nạn lao động thường kéo theo hư hỏng máy móc. Bằng cách ngăn ngừa tai nạn, hệ thống này cũng giúp giảm chi phí sửa chữa máy móc và thiệt hại tài sản.
- Tối ưu hóa quy trình: Dữ liệu từ các cảm biến giúp nhà quản lý tối ưu hóa các quy trình sản xuất, từ đó giảm lãng phí và tăng hiệu quả vận hành.
4.4. Tuân thủ nghiêm ngặt các quy định và tiêu chuẩn
Các quốc gia và tổ chức quốc tế đều có những quy định nghiêm ngặt về an toàn lao động. Việc áp dụng các cảm biến và hệ thống an toàn tự động giúp doanh nghiệp dễ dàng đáp ứng và tuân thủ các tiêu chuẩn này. Điều này không chỉ giúp tránh các rủi ro pháp lý mà còn nâng cao uy tín của doanh nghiệp trên thị trường, đặc biệt trong các ngành công nghiệp đòi hỏi tiêu chuẩn an toàn cao.
5. Ứng dụng thực tế
5.1. Ngành công nghiệp robot: Bảo vệ người lao động khỏi cánh tay robot
Trong một nhà máy sản xuất ô tô hiện đại, các robot hàn hoạt động với tốc độ và sức mạnh rất lớn. Để bảo vệ công nhân, một hệ thống an toàn toàn diện đã được triển khai. Khu vực hoạt động của robot được bao bọc bởi các rào chắn có gắn cảm biến an toàn cửa.
Ngoài ra, một rèm ánh sáng an toàn được đặt ở lối vào. Khi một công nhân bước qua rèm ánh sáng này, hệ thống sẽ ngay lập tức cắt điện, làm cho cánh tay robot dừng lại hoàn toàn. Một nút dừng khẩn cấp cũng được đặt tại nhiều vị trí để công nhân có thể dừng toàn bộ hệ thống ngay lập tức khi phát hiện bất kỳ nguy hiểm nào.
5.2. Ngành hóa chất: Giám sát rò rỉ khí và mức chất lỏng
Một nhà máy hóa chất xử lý nhiều loại chất lỏng và khí độc hại. Để đảm bảo an toàn công nghiệp, họ đã trang bị các cảm biến phát hiện khí độc tại các khu vực nhạy cảm. Các cảm biến này liên tục đo lường nồng độ khí và gửi dữ liệu về trung tâm điều khiển.
Khi nồng độ khí vượt quá ngưỡng an toàn, hệ thống sẽ tự động kích hoạt còi báo động, gửi thông báo đến các kỹ thuật viên qua SMS và bật hệ thống thông gió khẩn cấp. Đồng thời, cảm biến mức chất lỏng và cảm biến áp suất được lắp đặt trên các bồn chứa để đảm bảo chúng không bị tràn hoặc quá áp, ngăn ngừa nguy cơ nổ hoặc rò rỉ hóa chất ra môi trường.
5.3. Ngành thực phẩm: Đảm bảo vệ sinh và an toàn thiết bị
Trong một nhà máy chế biến thực phẩm, các máy móc phải được vệ sinh thường xuyên. Để đảm bảo an toàn cho công nhân trong quá trình này, các máy trộn lớn được trang bị cảm biến an toàn cửa.
Khi công nhân mở nắp máy để vệ sinh, cảm biến sẽ ngắt nguồn điện của động cơ ngay lập tức, ngăn ngừa máy khởi động bất ngờ. Hệ thống này giúp bảo vệ công nhân khỏi các bộ phận quay và giảm thiểu rủi ro tai nạn trong quá trình bảo trì và vệ sinh.
6. Kết luận
An toàn công nghiệp (Industrial Safety) ngày nay không chỉ là trách nhiệm pháp lý mà đã trở thành yếu tố sống còn trong mọi hoạt động sản xuất. Việc tích hợp các cảm biến an toàn vào dây chuyền giúp ngăn ngừa tai nạn chủ động, đồng thời nâng cao năng suất, giảm chi phí và củng cố uy tín doanh nghiệp. Trong kỷ nguyên số, đầu tư vào công nghệ an toàn chính là đầu tư vào sự phát triển bền vững, tạo ra môi trường làm việc nơi người lao động luôn được an tâm và bảo vệ.