
PLC
Lệnh Bit Logic (AND, OR, NOT, XOR) trong PLC – Nền tảng điều khiển tự động
Bộ điều khiển logic khả trình (PLC) đóng vai trò then chốt trong tự động hóa công nghiệp, cách mạng hóa quy trình sản xuất bằng cách cung cấp khả năng điều khiển linh hoạt và mạnh mẽ; trung tâm của khả năng này là các lệnh Bit Logic, các phép toán cơ bản thao tác trạng thái nhị phân (0 hoặc 1) để đưa ra quyết định logic, hình thành nên xương sống của mọi chương trình PLC hiệu quả.
Bài viết này sẽ đi sâu vào các lệnh Bit Logic trong PLC, khám phá nguyên lý hoạt động, cú pháp lập trình và những ứng dụng thực tiễn trong môi trường công nghiệp, đồng thời cung cấp các ví dụ minh họa và lời khuyên để tối ưu hóa việc sử dụng chúng, từ đó giúp người đọc nắm vững nền tảng quan trọng này để phát triển và khắc phục sự cố hệ thống tự động hóa một cách hiệu quả.
1. PLC và tầm quan trọng của Bit Logic trong sản xuất công nghiệp
PLC, một máy tính công nghiệp chuyên dụng, quản lý và tự động hóa các quy trình cơ điện trong sản xuất. Nó giám sát đầu vào từ cảm biến và các thiết bị khác, thực hiện logic điều khiển được lập trình, và điều khiển các thiết bị đầu ra như động cơ, van, và đèn báo.Sự ra đời của PLC đã thay thế các hệ thống điều khiển rơle cồng kềnh và không linh hoạt, mang lại khả năng tái cấu hình nhanh chóng, độ tin cậy cao và chi phí bảo trì thấp hơn.Lập trình PLC liên quan đến việc xây dựng một chuỗi các lệnh điều khiển, trong đó các lệnh Bit Logic là những thành phần cơ bản nhất.

Bit Logic là nền tảng của lập trình PLC vì nó cho phép các kỹ sư mô phỏng và thực hiện các quyết định logic.Các thao tác này dựa trên đại số Boolean, một hệ thống toán học được thiết kế để xử lý các biến chỉ có hai giá trị: đúng hoặc sai, bật hoặc tắt, 1 hoặc 0.Mỗi đầu vào hoặc đầu ra trong PLC được biểu diễn bằng một bit, và các lệnh Bit Logic thao tác các bit này để xác định trạng thái của các đầu ra hoặc các bit trung gian khác.Sự hiểu biết sâu sắc về các lệnh Bit Logic là không thể thiếu đối với bất kỳ ai tham gia vào việc lập trình PLC hoặc tự động hóa công nghiệp, vì chúng cho phép tạo ra các chương trình điều khiển chính xác, đáng tin cậy và có khả năng mở rộng.
2. Các lệnh Bit Logic cơ bản trong PLC
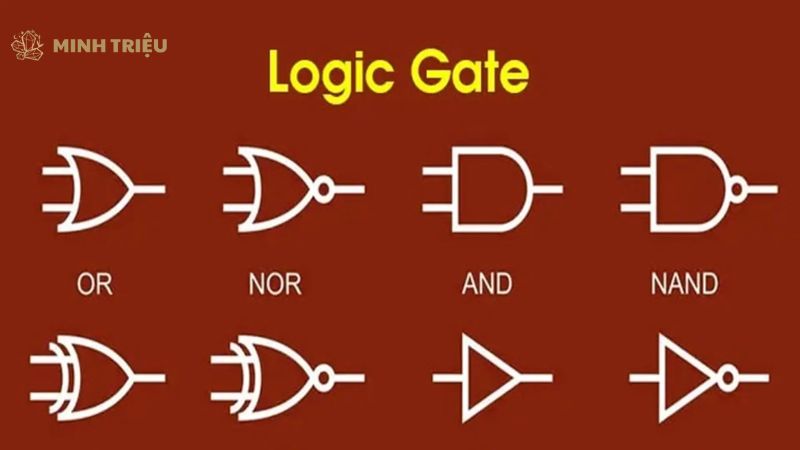
Các lệnh Bit Logic cơ bản bao gồm AND, OR, NOT, và XOR, mỗi lệnh có một chức năng logic riêng biệt và được sử dụng rộng rãi trong các ứng dụng điều khiển. Việc nắm vững nguyên lý hoạt động và cú pháp của từng lệnh là bước đầu tiên để thành thạo lập trình PLC.
2.1 Lệnh AND
Lệnh AND thực hiện một phép toán logic mà theo đó đầu ra chỉ đúng (1) khi và chỉ khi tất cả các đầu vào của nó đều đúng (1). Nguyên lý hoạt động này tương tự như việc yêu cầu nhiều điều kiện phải được thỏa mãn đồng thời trước khi một hành động được thực hiện.Cú pháp lập trình cho lệnh AND thay đổi tùy theo nhà sản xuất PLC và phần mềm lập trình. Trong Siemens TIA Portal, bạn có thể sử dụng tiếp điểm thường mở nối tiếp nhau.Ví dụ, để một đèn (Q0.0) bật khi cả hai nút nhấn (I0.0 và I0.1) đều được nhấn, bạn sẽ có hai tiếp điểm I0.0 và I0.1 mắc nối tiếp, và đầu ra là Q0.0. Với Rockwell Studio 5000, bạn sẽ sử dụng lệnh “XIC” (Examine If Closed) nối tiếp.Đối với Schneider Unity Pro, bạn sẽ dùng các tiếp điểm “Contact” nối tiếp.
2.2 Lệnh OR
Lệnh OR thực hiện một phép toán logic mà theo đó đầu ra sẽ đúng (1) nếu bất kỳ đầu vào nào của nó là đúng (1). Nó mô phỏng tình huống khi một hành động có thể được kích hoạt bởi nhiều nguyên nhân khác nhau.Cú pháp lập trình cho lệnh OR cũng phụ thuộc vào phần mềm PLC. Trong Siemens TIA Portal, bạn sẽ sử dụng các tiếp điểm thường mở mắc song song.Ví dụ, để một đèn (Q0.0) bật nếu một trong hai nút nhấn (I0.0 HOẶC I0.1) được nhấn, bạn sẽ có hai tiếp điểm I0.0 và I0.1 mắc song song, và đầu ra là Q0.0.Với Rockwell Studio 5000, bạn sẽ dùng lệnh “XIC” (Examine If Closed) song song.Đối với Schneider Unity Pro, bạn sẽ dùng các tiếp điểm “Contact” song song.
2.3 Lệnh NOT
Lệnh NOT thực hiện phép đảo ngược trạng thái logic của một đầu vào duy nhất. Nếu đầu vào là đúng (1), đầu ra sẽ là sai (0), và ngược lại. Lệnh này thường được sử dụng để phát hiện trạng thái không hoạt động hoặc để kích hoạt một hành động khi một điều kiện cụ thể KHÔNG được thỏa mãn.Cú pháp lập trình cho lệnh NOT thường được biểu diễn bằng tiếp điểm thường đóng (Normally Closed – NC).Trong Siemens TIA Portal, bạn sử dụng tiếp điểm thường đóng.Ví dụ, để một đèn (Q0.0) bật khi nút nhấn (I0.0) KHÔNG được nhấn, bạn sẽ có một tiếp điểm I0.0 thường đóng, và đầu ra là Q0.0.Với Rockwell Studio 5000, bạn sẽ dùng lệnh “XIO” (Examine If Open).
2.4 Lệnh XOR
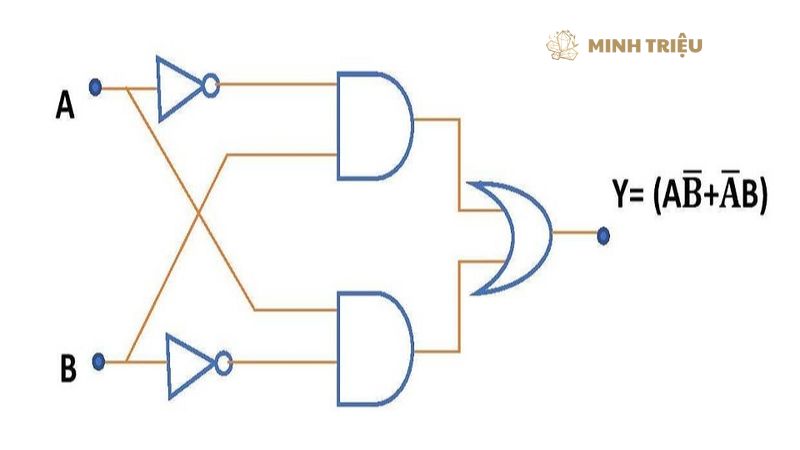
Lệnh XOR (Exclusive OR) thực hiện phép toán logic mà theo đó đầu ra chỉ đúng (1) khi MỘT và CHỈ MỘT trong các đầu vào của nó là đúng (1). Nếu cả hai đầu vào đều sai (0) hoặc cả hai đều đúng (1), đầu ra sẽ là sai (0). Nó được sử dụng khi cần một sự lựa chọn độc quyền giữa các điều kiện.Cú pháp lập trình cho lệnh XOR thường được thực hiện bằng cách kết hợp các lệnh AND, OR và NOT. Một cách phổ biến để tạo logic XOR là sử dụng công thức (A AND NOT B) OR (NOT A AND B).Một số phần mềm PLC có thể có lệnh XOR trực tiếp (ví dụ: khối XOR trong TIA Portal hoặc Rockwell Studio 5000), giúp đơn giản hóa việc lập trình.
3. Ứng dụng nâng cao và sự kết hợp của các lệnh Bit Logic
Sức mạnh thực sự của lập trình PLC nằm ở khả năng kết hợp các lệnh Bit Logic để tạo ra các logic điều khiển phức tạp và tinh vi, vượt xa các phép toán đơn lẻ.Bằng cách nối tiếp hoặc song song các khối chức năng logic, các kỹ sư có thể xây dựng các thuật toán điều khiển đáp ứng mọi yêu cầu của quy trình sản xuất.
Sử dụng kết hợp các lệnh Bit Logic để tạo ra các logic điều khiển phức tạp hơn là một kỹ năng cần thiết trong lập trình PLC.Ví dụ, biểu thức (A AND B) OR C đại diện cho một tình huống mà đầu ra sẽ được kích hoạt nếu cả A và B đều đúng, HOẶC nếu C đúng.Biểu thức NOT (A XOR B), ngược lại, sẽ đúng khi A và B có cùng trạng thái (cả hai đều đúng hoặc cả hai đều sai).Sự kết hợp này cho phép mô hình hóa các quyết định phức tạp như: “Băng tải chỉ chạy khi có vật liệu VÀ cảm biến an toàn được kích hoạt, HOẶC khi có chế độ bảo trì thủ công được chọn.”

Một ví dụ về mạch điều khiển tự động sử dụng kết hợp các lệnh Bit Logic có thể là một hệ thống điều khiển băng tải với cảm biến và cơ chế dừng khẩn cấp.
- Điều kiện chạy băng tải: (Cảm biến vật liệu = 1 AND Cảm biến vị trí = 1) AND (Không có lỗi động cơ = 1) AND (Công tắc bảo trì = 0).
- Dừng khẩn cấp: (Nút nhấn dừng khẩn cấp = 1) OR (Cảm biến quá tải = 1). Logic này sẽ đảm bảo băng tải hoạt động chỉ khi tất cả các điều kiện vận hành an toàn và sản xuất được đáp ứng, đồng thời có thể dừng ngay lập tức khi có bất kỳ tín hiệu nguy hiểm nào.
Lợi ích của việc tối ưu hóa logic bằng các lệnh Bit Logic là đa diện, bao gồm giảm số lượng đầu vào/đầu ra, tăng hiệu suất chương trình, và cải thiện khả năng chẩn đoán lỗi.Bằng cách thiết kế logic một cách thông minh, các nhà lập trình có thể giảm thiểu sự cần thiết của các rơle trung gian hoặc các khối chức năng phức tạp, dẫn đến một chương trình nhỏ gọn và dễ quản lý hơn.Điều này không chỉ tiết kiệm chi phí phần cứng mà còn làm cho chương trình chạy nhanh hơn, phản ứng nhanh hơn với các thay đổi trong quy trình.Hơn nữa, một logic được tổ chức tốt bằng các lệnh Bit Logic cho phép xác định nguyên nhân gốc rễ của sự cố một cách nhanh chóng hơn, giảm thời gian chết của máy.
4. Lời khuyên và lưu ý khi sử dụng lệnh Bit Logic
Để sử dụng hiệu quả các lệnh Bit Logic trong lập trình PLC, cần tuân thủ một số nguyên tắc và thực tiễn tốt nhất nhằm đảm bảo chương trình không chỉ hoạt động đúng mà còn dễ bảo trì và mở rộng.
- Tầm quan trọng của việc lập trình rõ ràng, dễ hiểu và có bình luận (comment) là điều tối quan trọng. Một chương trình PLC được viết tốt giống như một câu chuyện được kể rõ ràng, mỗi dòng lệnh, mỗi khối logic đều có mục đích và được ghi chú đầy đủ.Sử dụng tên biến có ý nghĩa (ví dụ: “NutNhanKhoiDong”, “CamBienViTriA” thay vì “I0.0”, “I0.1”) và thêm các bình luận giải thích mục đích của từng đoạn code hoặc nhóm lệnh. Điều này không chỉ giúp người khác (hoặc chính bạn trong tương lai) dễ dàng hiểu và sửa đổi chương trình mà còn giảm thiểu đáng kể lỗi trong quá trình phát triển và khắc phục sự cố.
- Kiểm tra và mô phỏng chương trình kỹ lưỡng trước khi triển khai thực tế là bước không thể bỏ qua trong bất kỳ dự án tự động hóa nào.Hầu hết các phần mềm lập trình PLC đều cung cấp các công cụ mô phỏng cho phép bạn chạy thử chương trình trong môi trường ảo mà không cần đến phần cứng PLC thực tế.Điều này cho phép phát hiện và sửa chữa lỗi logic sớm, giảm thiểu rủi ro và chi phí khi triển khai trên dây chuyền sản xuất thực tế.Thực hiện các kịch bản kiểm tra khác nhau, bao gồm cả các trường hợp biên và các tình huống lỗi tiềm ẩn, để đảm bảo chương trình hoạt động ổn định và an toàn trong mọi điều kiện.
- Xử lý lỗi và khắc phục sự cố liên quan đến logic Bit đòi hỏi một phương pháp tiếp cận có hệ thống. Khi một hệ thống không hoạt động như mong đợi, hãy bắt đầu bằng cách kiểm tra trạng thái của các đầu vào liên quan đến logic Bit đó.Sử dụng các công cụ giám sát trực tuyến (online monitoring) trong phần mềm PLC để xem trạng thái thực tế của từng bit (đầu vào, đầu ra, bit trung gian).Đôi khi, lỗi không nằm ở logic mà ở các vấn đề về đấu dây, cảm biến hỏng, hoặc bộ truyền động bị lỗi.Hiểu rõ luồng logic sẽ giúp bạn khoanh vùng vấn đề nhanh chóng hơn.
- Cập nhật kiến thức về các phiên bản PLC và phần mềm mới là điều cần thiết để duy trì năng lực cạnh tranh trong lĩnh vực tự động hóa đang phát triển nhanh chóng.Các nhà sản xuất PLC liên tục giới thiệu các tính năng mới, cải tiến hiệu suất và phương pháp lập trình tối ưu.Tham gia các khóa đào tạo, đọc tài liệu kỹ thuật, và theo dõi các diễn đàn chuyên ngành là những cách hiệu quả để luôn cập nhật và áp dụng những công nghệ tiên tiến nhất vào công việc của mình.
5. Kết luận
Các lệnh Bit Logic (AND, OR, NOT, XOR) không chỉ là những phép toán cơ bản mà còn là những khối xây dựng thiết yếu, tạo nên sự phức tạp và linh hoạt của mọi chương trình PLC.Việc nắm vững nguyên lý hoạt động, cú pháp lập trình và ứng dụng thực tiễn của chúng là nền tảng vững chắc cho bất kỳ ai muốn thành công trong lĩnh vực tự động hóa công nghiệp.Từ việc điều khiển các thiết bị đơn giản đến việc xây dựng các hệ thống điều khiển quy trình phức tạp, các lệnh Bit Logic trong PLC luôn hiện diện, định hình cách máy móc tương tác và hoạt động.