
Gia công cơ khí chinh xác
End Mill Là Gì? Toàn Bộ Kiến Thức Về Dao Phay Ngón Từ A-Z
Cập nhật lần cuối 5 Tháng 7, 2025 bởi
Trong thế giới gia công cơ khí chính xác CNC, dao phay ngón, hay còn được biết đến rộng rãi với thuật ngữ tiếng Anh là End Mill, là một trong những dụng cụ cắt gọt kim loại không thể thiếu và mang tính quyết định đến chất lượng của sản phẩm cuối cùng.
Đây là công cụ nền tảng cho phép các kỹ sư và người vận hành máy biến những khối vật liệu thô cứng thành các chi tiết máy móc có hình dạng phức tạp, độ chính xác cao, từ những linh kiện hàng không vũ trụ cho đến các bộ phận trong thiết bị y tế.
Sự linh hoạt vượt trội, khả năng thực hiện đa dạng các nguyên công từ phá thô, chạy tinh, phay rãnh đến tạo hình 3D phức tạp đã khiến end mill trở thành một chủ đề quan trọng mà bất kỳ ai hoạt động trong lĩnh vực cơ khí cũng cần phải am tường.
Để cung cấp một cái nhìn toàn diện và sâu sắc nhất, bài viết này sẽ là một cẩm nang chi tiết, dẫn dắt bạn đi qua từng khía cạnh của dao phay ngón.
Chúng ta sẽ bắt đầu từ những khái niệm cơ bản nhất như phay là gì, dao phay là gì, trước khi đi sâu vào định nghĩa, cấu tạo và vật liệu làm nên một chiếc end mill tiêu chuẩn.
Tiếp theo, bài viết sẽ hệ thống hóa các loại dao phay ngón phổ biến nhất, phân tích các yếu tố cốt lõi ảnh hưởng đến giá dao phay ngón hợp kim, và đưa ra những khuyến nghị thực tiễn để lựa chọn và sử dụng chúng một cách hiệu quả nhất.
Việc trang bị đầy đủ kiến thức này không chỉ giúp bạn tối ưu hóa quy trình sản xuất mà còn tiết kiệm chi phí và nâng cao đáng kể tuổi thọ của dụng cụ.
Giới thiệu tổng quan về gia công phay và dao phay
Để hiểu rõ end mill là gì, trước hết chúng ta cần nắm vững bối cảnh mà nó hoạt động: đó là quá trình gia công phay.
Phay là một phương pháp gia công cắt gọt vật liệu được thực hiện bằng một dụng cụ cắt quay tròn đa lưỡi cắt, gọi là dao phay.
Trong quá trình này, dao phay sẽ quay với tốc độ cao quanh trục của nó, trong khi phôi (vật liệu cần gia công) được giữ cố định hoặc di chuyển theo các phương đã được lập trình để loại bỏ dần các lớp vật liệu không mong muốn, từ đó tạo ra chi tiết có hình dạng và kích thước yêu cầu.
Đây là một trong những quy trình phổ biến và linh hoạt nhất trong ngành công nghiệp sản xuất, có khả năng tạo ra các bề mặt phẳng, mặt cong, rãnh, hốc, và nhiều biên dạng phức tạp khác.
Công cụ thực hiện nhiệm vụ cắt gọt trong quá trình phay được gọi chung là dao phay (milling cutter).
Thị trường hiện nay có vô số loại dao phay, mỗi loại được thiết kế chuyên biệt cho một hoặc nhiều ứng dụng cụ thể, khác nhau về hình dáng, kích thước, vật liệu và số lưỡi cắt.
Sự đa dạng này cho phép các nhà sản xuất lựa chọn công cụ tối ưu nhất cho từng nhiệm vụ, từ việc bóc tách một lượng lớn vật liệu một cách nhanh chóng (phá thô) đến việc tạo ra các bề mặt hoàn thiện siêu mịn (chạy tinh).
Trong hệ sinh thái đa dạng đó, End Mill, hay dao phay ngón, nổi lên như một công cụ đa năng và được sử dụng rộng rãi bậc nhất, là “người hùng thầm lặng” đằng sau vô số sản phẩm cơ khí mà chúng ta thấy hàng ngày.
End Mill là gì (Dao phay ngón là gì)?
Đi sâu vào trọng tâm của vấn đề, việc hiểu rõ bản chất của dao phay ngón là bước đầu tiên để làm chủ công nghệ gia công hiện đại.
Định nghĩa chính xác về End Mill
End Mill (hay dao phay ngón, mill end) là một loại dao phay đặc trưng có các lưỡi cắt sắc bén được bố trí ở cả phần đầu (end) và phần thân (periphery) của dụng cụ.
Đặc điểm thiết kế độc đáo này cho phép nó không chỉ cắt vật liệu theo chiều ngang (phay biên dạng, phay rãnh) mà còn có thể cắt theo chiều dọc, đâm thẳng vào phôi như một mũi khoan (plunging).
Chính vì sự linh hoạt này, dao phay ngón được coi là công cụ “xương sống” trong các xưởng gia công CNC, có khả năng thực hiện một loạt các nguyên công phức tạp mà các loại dao phay khác không thể đảm nhiệm.
Tên gọi “dao phay ngón” xuất phát từ hình dáng thon dài, tương tự như một ngón tay, của nó.
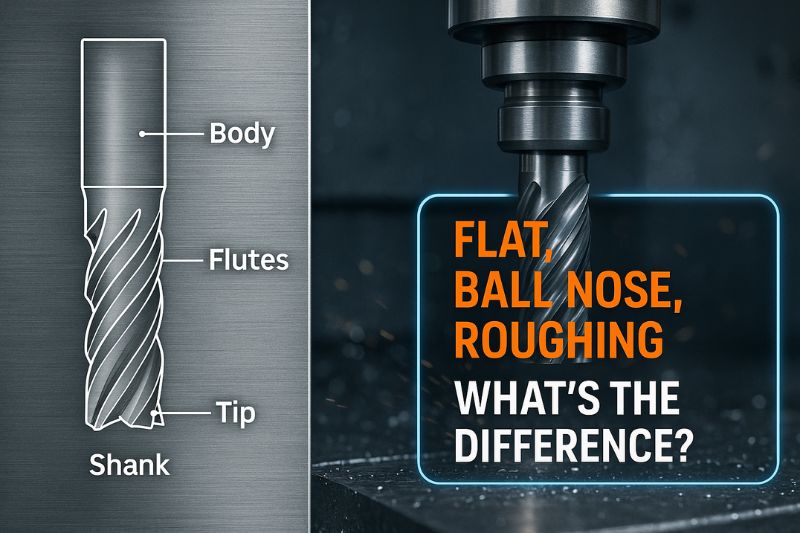
Cấu tạo cơ bản của một dao phay End Mill
Một dao phay ngón tiêu chuẩn được cấu thành từ nhiều bộ phận riêng biệt, mỗi bộ phận giữ một vai trò quan trọng trong hiệu suất tổng thể của dụng cụ.
- Chuôi dao (Shank):
- Là phần hình trụ trơn hoặc có vát, không có lưỡi cắt, dùng để kẹp chặt dao vào bầu kẹp (tool holder) trên trục chính của máy phay.
- Đường kính chuôi dao phải được chế tạo với dung sai rất nhỏ để đảm bảo độ đồng tâm và truyền lực ổn định khi dao quay ở tốc độ cao.
- Thân dao (Body):
- Là phần chính của dao, nối liền giữa chuôi dao và các lưỡi cắt.
- Trên thân dao có các rãnh xoắn (flutes) đặc trưng.
- Lưỡi cắt (Flutes/Teeth):
- Đây là bộ phận làm việc chính của dao, là các rãnh xoắn sắc bén chạy dọc theo thân dao.
- Số lượng lưỡi cắt (hay còn gọi là số me cắt) là một thông số kỹ thuật cực kỳ quan trọng, ảnh hưởng trực tiếp đến khả năng thoát phoi, độ cứng vững của dao và chất lượng bề mặt gia công.
- Mặt đầu (End Face):
- Là phần lưỡi cắt ở đỉnh của dao, quyết định khả năng “đâm” (plunge) và loại biên dạng mà dao có thể tạo ra ở đáy của các hốc, rãnh.
Vật liệu chế tạo dao phay ngón phổ biến
Vật liệu chế tạo là yếu tố quyết định đến hiệu suất, tuổi thọ và giá dao phay ngón.
Có hai loại vật liệu chính được sử dụng rộng rãi:
- Thép gió (HSS – High-Speed Steel):
- Đây là loại vật liệu truyền thống, có ưu điểm là độ dẻo dai cao, khả năng chống va đập tốt và giá thành tương đối rẻ.
- Dao phay HSS phù hợp cho các máy phay công suất thấp, tốc độ cắt không quá cao hoặc gia công trên các vật liệu mềm.
- Hợp kim (Solid Carbide):
- Đây là vật liệu cao cấp và phổ biến nhất hiện nay cho dao phay ngón hợp kim.
- Carbide được tạo ra từ các hạt Tungsten Carbide siêu nhỏ kết dính với nhau bằng Cobalt.
- Nó có độ cứng vượt trội (thường trên 90 HRA), khả năng chịu nhiệt độ cực cao và chống mài mòn tuyệt vời, cho phép dao hoạt động ở tốc độ cắt nhanh hơn nhiều lần so với HSS.
- Mặc dù chi phí đầu tư ban đầu cao hơn, tuổi thọ bền bỉ và năng suất vượt trội khiến dao phay hợp kim trở thành lựa chọn kinh tế hơn về lâu dài cho gia công CNC hiện đại.
Dưới đây là bảng so sánh chi tiết giữa hai loại vật liệu này:
| Đặc Tính | Thép Gió (HSS) | Hợp Kim (Solid Carbide) |
|---|---|---|
| Độ cứng | Tương đối thấp (khoảng 60-65 HRC) | Rất cao (thường > 70 HRC) |
| Độ dẻo dai | Cao, chịu va đập tốt | Thấp hơn, giòn hơn HSS |
| Chịu nhiệt | Thấp, dễ bị mất độ cứng ở nhiệt độ cao | Rất cao, duy trì độ cứng ở nhiệt độ cao |
| Tốc độ cắt | Thấp đến trung bình | Cao đến rất cao |
| Tuổi thọ dao | Ngắn hơn | Dài hơn đáng kể |
| Giá thành | Thấp | Cao |
| Ứng dụng | Máy cơ, tốc độ thấp, vật liệu mềm | Máy CNC, tốc độ cao, vật liệu cứng, sản xuất hàng loạt |
Các loại dao phay End Mill thông dụng nhất hiện nay
Thế giới của các loại dao phay ngón vô cùng phong phú, được thiết kế để tối ưu hóa cho từng ứng dụng cụ thể.
Việc lựa chọn đúng loại dao là chìa khóa để đạt được hiệu quả gia công cao nhất.
Dao phay ngón phá thô (Roughing End Mills)
Dao phay ngón phá thô, thường được gọi là “dao phay ngô” (corn cob) do bề ngoài có các rãnh lượn sóng, được thiết kế chuyên biệt cho việc bóc tách một lượng lớn vật liệu trong thời gian ngắn nhất.
Các rãnh này có tác dụng bẻ vụn phoi cắt thành những đoạn nhỏ, giúp giảm tải trọng lên dao, giảm rung động và cho phép thực hiện các nhát cắt sâu hơn, mạnh bạo hơn.
Chúng không tạo ra bề mặt hoàn thiện tốt nhưng lại là công cụ lý tưởng cho giai đoạn gia công đầu tiên (phá thô).
Dao phay ngón mặt phẳng (Flat/Square End Mills)
Đây là loại dao phay ngón phổ biến và đa năng nhất, có đặc điểm là mặt đầu hoàn toàn phẳng, tạo ra một góc 90 độ sắc nét giữa thành và đáy của chi tiết.
Chúng là lựa chọn hàng đầu cho hầu hết các ứng dụng phay 2.5D như:
- Phay rãnh vuông (slotting)
- Phay vai (shouldering)
- Phay mặt (facing)
- Phay biên dạng (profiling)
Dao phay ngón cầu (Ball Nose End Mills)
Đúng như tên gọi, dao phay ngón cầu có mặt đầu được bo tròn thành hình bán cầu hoàn hảo.
Thiết kế này lý tưởng cho các ứng dụng gia công 3D phức tạp, đòi hỏi các bề mặt cong và uốn lượn.
Chúng được sử dụng rộng rãi trong:
- Gia công tinh các bề mặt 3D (3D contouring)
- Chế tạo khuôn mẫu, khuôn dập
- Tạo các góc lượn mềm mại (fillets)
Dao phay ngón bo góc (Corner Radius End Mills / Bull Nose)
Dao phay bo góc là sự kết hợp giữa dao phay mặt phẳng và dao phay cầu.
Nó có đáy phẳng nhưng các góc được bo tròn với một bán kính nhất định (ví dụ R0.5, R1).
Ưu điểm chính của thiết kế này là làm tăng độ bền của góc cắt, vốn là điểm yếu nhất trên dao phay mặt phẳng.
Bằng cách phân bổ lực cắt trên một cung tròn thay vì một điểm sắc nhọn, dao bo góc giảm thiểu nguy cơ mẻ lưỡi cắt, kéo dài tuổi thọ dao và tạo ra một góc lượn nhỏ ở chân thành, giúp tăng độ bền cho chi tiết gia công.
Bảng dưới đây tóm tắt các loại dao phay ngón chính và ứng dụng của chúng:
| Loại Dao Phay Ngón | Hình Dáng Đầu Dao | Ứng Dụng Chính |
|---|---|---|
| Phá thô (Roughing) | Răng cưa, lượn sóng | Loại bỏ vật liệu nhanh, gia công thô |
| Mặt phẳng (Flat/Square) | Phẳng, góc 90° | Phay rãnh, phay vai, phay biên dạng 2.5D |
| Cầu (Ball Nose) | Bán cầu | Gia công 3D, tạo bề mặt cong, làm khuôn |
| Bo góc (Bull Nose) | Phẳng với góc bo tròn | Phay hốc, tăng độ bền dao, tạo góc lượn |
Các yếu tố ảnh hưởng đến giá dao phay ngón hợp kim
Khi tìm hiểu về end mill, một trong những câu hỏi được quan tâm nhất là về chi phí, đặc biệt là giá dao phay ngón hợp kim.
Mức giá này không cố định mà phụ thuộc vào sự tổng hòa của nhiều yếu tố kỹ thuật và thương mại.
Vật liệu chế tạo
Đây là yếu tố ảnh hưởng lớn nhất đến giá thành.
Dao phay làm từ Hợp kim (Carbide) luôn đắt hơn đáng kể so với Thép gió (HSS).
Ngay cả trong dòng dao hợp kim, chất lượng của hạt carbide (kích thước hạt micro-grain, sub-micro-grain hay nano-grain) và tỉ lệ Cobalt cũng tạo ra sự chênh lệch lớn về giá cả và hiệu suất.
Hạt carbide càng nhỏ và đồng đều, dao càng sắc bén, chống mài mòn tốt hơn và dĩ nhiên, giá thành cũng cao hơn.
Lớp phủ bề mặt
Để tăng cường hiệu suất và tuổi thọ, hầu hết các dao phay hợp kim hiện đại đều được phủ một hoặc nhiều lớp vật liệu siêu cứng.
Lớp phủ này hoạt động như một tấm lá chắn, giúp giảm ma sát, tăng độ cứng bề mặt và cải thiện khả năng chịu nhiệt.
Mỗi loại lớp phủ có một mức giá và công dụng khác nhau.
Danh sách các lớp phủ phổ biến:
- TiN (Titanium Nitride): Lớp phủ cơ bản màu vàng, đa dụng, phù hợp cho gia công vật liệu kim loại đen thông thường.
- TiCN (Titanium Carbonitride): Cứng hơn TiN, chống mài mòn tốt hơn, hiệu quả khi gia công thép hợp kim, gang.
- AlTiN (Aluminum Titanium Nitride): Chịu nhiệt rất tốt, là lựa chọn hàng đầu cho gia công tốc độ cao (HSM) và gia công khô (không dùng dung dịch tưới nguội) các loại thép cứng, inox.
- DLC (Diamond-Like Carbon): Có hệ số ma sát cực thấp, bề mặt siêu láng, là lớp phủ chuyên dụng cho gia công các vật liệu kim loại màu như nhôm, đồng.
Thương hiệu và xuất xứ
Thương hiệu là một chỉ dấu quan trọng về chất lượng, độ tin cậy và công nghệ.
Các nhà sản xuất hàng đầu thế giới từ Đức, Nhật Bản, Mỹ hay Thụy Sĩ thường đầu tư mạnh vào nghiên cứu và phát triển (R&D), quy trình kiểm soát chất lượng (QC) nghiêm ngặt, do đó sản phẩm của họ có giá cao hơn nhưng đi kèm với hiệu suất ổn định và vượt trội.
Các thương hiệu từ Hàn Quốc, Đài Loan cung cấp các sản phẩm có chất lượng tốt với mức giá cạnh tranh hơn, trong khi các sản phẩm từ Trung Quốc có mức giá đa dạng nhất.
Kích thước và số me cắt (lưỡi cắt)
Quy luật này khá đơn giản: dao có kích thước lớn hơn (đường kính, chiều dài) sẽ tốn nhiều vật liệu hơn và do đó đắt hơn.
Tương tự, một con dao có nhiều lưỡi cắt hơn (ví dụ 6 me so với 2 me) đòi hỏi quy trình mài phức tạp và chính xác hơn, dẫn đến chi phí sản xuất cao hơn.
Những lưu ý quan trọng khi lựa chọn và sử dụng End Mill
Việc đầu tư vào một con dao phay ngón đắt tiền sẽ trở nên vô nghĩa nếu nó không được lựa chọn và sử dụng đúng cách.
Danh sách các bước lựa chọn dao:
- Xác định vật liệu gia công:
- Đây là bước quan trọng nhất.
- Gia công nhôm cần dao có số me cắt ít (2-3 me) và góc xoắn lớn để thoát phoi tốt.
- Gia công thép cứng cần dao có số me cắt nhiều (4-6 me), góc xoắn nhỏ hơn để tăng độ cứng vững và lớp phủ chịu nhiệt tốt như AlTiN.
- Xác định nguyên công:
- Bạn cần phá thô hay chạy tinh? Phay rãnh hay phay mặt 3D? Câu trả lời sẽ quyết định bạn nên chọn dao phá thô, dao mặt phẳng, dao cầu hay dao bo góc.
- Chọn số lưỡi cắt phù hợp:
- 2 Lưỡi cắt:
- Khả năng thoát phoi lớn nhất, lý tưởng cho nhôm và các vật liệu mềm.
- 3 Lưỡi cắt:
- Một lựa chọn đa dụng, tốt cho cả nhôm và thép, đặc biệt hiệu quả khi phay rãnh.
- 4 Lưỡi cắt trở lên:
- Cho phép chạy ở bước tiến cao hơn, tạo bề mặt hoàn thiện tốt hơn, là lựa chọn tiêu chuẩn cho gia công thép, inox và các vật liệu cứng.
- 2 Lưỡi cắt:
- Thiết lập chế độ cắt tối ưu:
- Luôn tham khảo thông số kỹ thuật (tốc độ quay trục chính – RPM, và bước tiến – Feed Rate) do nhà sản xuất dao đề xuất.
- Chạy quá nhanh có thể làm cháy dao, trong khi chạy quá chậm có thể gây ra hiện tượng mài thay vì cắt, cũng làm giảm tuổi thọ dao.
- Đảm bảo độ cứng vững của hệ thống:
- Một hệ thống gá kẹp (bầu kẹp, phôi) và máy móc không đủ cứng vững sẽ gây ra rung động (chatter), làm mẻ dao, tạo ra bề mặt xấu và giảm độ chính xác.
Kết luận
Qua những phân tích chi tiết ở trên, có thể khẳng định rằng End Mill hay dao phay ngón không chỉ là một dụng cụ cắt gọt thông thường, mà là một yếu tố công nghệ cốt lõi, ảnh hưởng trực tiếp đến năng suất, chất lượng và chi phí trong gia công phay hiện đại.
Việc hiểu rõ end mill là gì, nắm vững cấu tạo, vật liệu, các loại dao phay và cách vận dụng chúng một cách chính xác là bộ kỹ năng nền tảng của một người làm kỹ thuật giỏi.
Từ việc phân biệt dao HSS và dao phay ngón hợp kim, cho đến việc lựa chọn lớp phủ phù hợp hay thiết lập chế độ cắt tối ưu, tất cả đều góp phần tạo nên sự khác biệt giữa một sản phẩm đạt chuẩn và một sản phẩm xuất sắc.
Việc lựa chọn đúng dao phay ngón không phải là một khoản chi phí, mà là một khoản đầu tư thông minh vào hiệu quả sản xuất.
Hy vọng rằng bài viết này đã cung cấp cho bạn một cái nhìn toàn cảnh và những kiến thức hữu ích để có thể tự tin hơn trong việc lựa chọn và ứng dụng công cụ quan trọng này.
Nếu bạn cần tư vấn sâu hơn về việc lựa chọn dao phay ngón phù hợp nhất cho ứng dụng cụ thể của mình, đừng ngần ngại liên hệ với đội ngũ chuyên gia của chúng tôi!
Câu hỏi thường gặp (FAQ)
Sự khác biệt giữa dao phay ngón (End Mill) và dao phay mặt (Face Mill)?
Sự khác biệt cơ bản nằm ở vị trí lưỡi cắt chính và ứng dụng.
Lưỡi cắt chính của End Mill nằm ở cả mặt đầu và thân dao, chuyên dùng để phay rãnh, phay biên dạng và các chi tiết nhỏ.
Ngược lại, Face Mill có kích thước lớn hơn nhiều, các lưỡi cắt (thường là các mảnh hợp kim có thể thay thế – insert) được gắn trên mặt đầu của thân dao, chuyên dùng để gia công các bề mặt phẳng lớn một cách nhanh chóng và hiệu quả.
Số lưỡi cắt (me cắt) trên End Mill có ý nghĩa gì?
Số lưỡi cắt ảnh hưởng đến khả năng thoát phoi và tốc độ gia công.
Ít lưỡi cắt (2-3 me) tạo ra không gian thoát phoi lớn, phù hợp cho vật liệu dẻo, sinh nhiều phoi như nhôm.
Nhiều lưỡi cắt (4 me trở lên) làm tăng độ cứng vững cho dao, cho phép áp dụng bước tiến nhanh hơn và tạo ra bề mặt hoàn thiện tốt hơn, lý tưởng cho các vật liệu cứng như thép, inox.
Khi nào nên sử dụng dao phay hợp kim (Carbide End Mill)?
Bạn nên sử dụng dao phay hợp kim trong hầu hết các ứng dụng gia công trên máy CNC hiện đại.
Cụ thể, chúng là lựa chọn bắt buộc khi: gia công các vật liệu có độ cứng cao (thép sau nhiệt luyện, inox, titan), yêu cầu tốc độ cắt cao để tăng năng suất, và cần tuổi thọ dao dài để đảm bảo tính ổn định trong sản xuất hàng loạt.
Mặc dù giá cao hơn, hiệu quả kinh tế mà chúng mang lại về lâu dài là không thể phủ nhận.

Chức vụ: Kỹ sư bán hàng (Sales Engineer)
Với hơn 15 năm kinh nghiệm trong lĩnh vực tư vấn và triển khai các giải pháp tự động hóa, gia công cơ khí chính xác cho các doanh nghiệp trong và ngoài nước, tôi luôn tâm niệm mang đến những hệ thống không chỉ mạnh mẽ về công nghệ mà còn phải thực sự phù hợp với thực tế sản xuất và ngân sách của khách hàng. Tôi tin rằng, sự thành công của khách hàng chính là thước đo chính xác nhất cho giá trị của một giải pháp kỹ thuật.