
Giải pháp tự động hóa
Lập trình PLC cơ bản – Nền tảng cho tự động hóa công nghiệp

Cập nhật lần cuối 11 Tháng 6, 2025 bởi nga
Lập trình PLC cơ bản là bước khởi đầu quan trọng đối với bất kỳ ai muốn tham gia vào lĩnh vực điều khiển tự động hóa. PLC (Programmable Logic Controller – Bộ điều khiển logic khả trình) là thiết bị chuyên dụng được sử dụng để điều khiển máy móc, dây chuyền sản xuất và các hệ thống công nghiệp khác. Việc nắm vững kiến thức lập trình PLC cơ bản giúp người học hiểu được cách vận hành, thiết kế và xử lý logic điều khiển trong thực tế sản xuất.
Khóa học hoặc tài liệu về lập trình PLC cơ bản thường bao gồm các nội dung như: cấu tạo và nguyên lý hoạt động của PLC, cách kết nối với thiết bị ngoại vi (cảm biến, động cơ, relay…), và quan trọng nhất là học cách viết các chương trình điều khiển đơn giản bằng các ngôn ngữ như Ladder Logic, Function Block Diagram hoặc Structured Text. Trong số đó, Ladder Logic là ngôn ngữ phổ biến nhất dành cho người mới bắt đầu vì tính trực quan và dễ học.
Tại công ty Minh Triệu, việc đào tạo nội bộ về lập trình PLC cơ bản được xem là nền tảng để xây dựng đội ngũ kỹ thuật viên có khả năng triển khai, bảo trì và nâng cấp hệ thống điều khiển một cách chủ động. Nhờ vào kiến thức nền vững chắc, kỹ sư có thể xử lý sự cố nhanh chóng, tối ưu quy trình sản xuất và tăng hiệu quả vận hành.
Trong bối cảnh chuyển đổi số và xu hướng công nghiệp 4.0, việc hiểu và áp dụng lập trình PLC cơ bản không chỉ giúp cá nhân nâng cao năng lực chuyên môn mà còn đóng góp trực tiếp vào việc hiện đại hóa nhà máy, dây chuyền và thiết bị sản xuất.
1. Giới thiệu về PLC và lập trình PLC
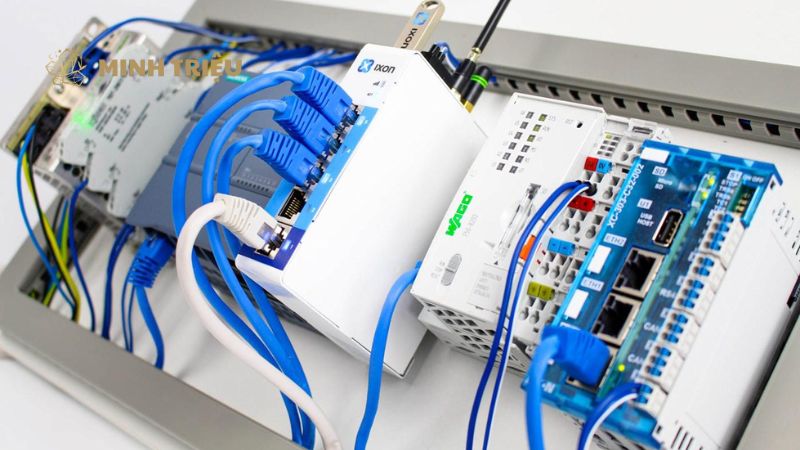
PLC (Programmable Logic Controller) là một máy tính công nghiệp chuyên dụng, được thiết kế để điều khiển các quá trình tự động hóa trong các nhà máy và môi trường công nghiệp khắc nghiệt. Khác với máy tính thông thường, PLC có khả năng chịu đựng nhiệt độ cao, rung động, nhiễu điện từ, và được trang bị các cổng vào/ra (I/O) vật lý để kết nối trực tiếp với các cảm biến (inputs) và cơ cấu chấp hành (outputs) như động cơ, van, đèn báo. Chức năng cơ bản của PLC là đọc tín hiệu từ các cảm biến, xử lý thông tin theo một chương trình đã được lập trình sẵn, và điều khiển các thiết bị đầu ra để thực hiện một quy trình tự động cụ thể. Bài viết này sẽ cung cấp một cái nhìn toàn diện về lập trình PLC cơ bản, hướng dẫn các bước thiết yếu, giới thiệu các lệnh và hàm thông dụng, phân tích các ứng dụng thực tế, và chỉ ra các lỗi thường gặp cùng nguồn tài liệu học tập, nhằm trang bị kiến thức nền tảng vững chắc cho người mới bắt đầu, sinh viên và kỹ thuật viên muốn gia nhập lĩnh vực tự động hóa trong sản xuất công nghiệp.
Tại sao cần lập trình PLC? Việc lập trình PLC là cần thiết để cung cấp “trí thông minh” cho bộ điều khiển, biến PLC thành một bộ não có khả năng thực hiện các logic điều khiển phức tạp và thay đổi linh hoạt các quy trình sản xuất. Nếu không có chương trình, PLC chỉ là một hộp kim loại chứa các linh kiện điện tử. Lập trình cho phép kỹ sư định nghĩa cách PLC phản ứng với các tín hiệu đầu vào (ví dụ: nút nhấn, cảm biến), xử lý dữ liệu (ví dụ: đếm, định thời), và điều khiển các thiết bị đầu ra (ví dụ: bật động cơ, mở van) theo một trình tự và điều kiện mong muốn, thay thế các mạch điều khiển rơ-le cứng cồng kềnh và khó thay đổi.
Các ngôn ngữ lập trình PLC phổ biến được quy định trong tiêu chuẩn quốc tế IEC 61131-3, bao gồm năm loại chính. Ladder Logic (LD) là ngôn ngữ đồ họa phổ biến nhất cho người mới bắt đầu, mô phỏng sơ đồ rơ-le điện truyền thống với các tiếp điểm và cuộn dây, dễ hiểu và trực quan. Function Block Diagram (FBD) là ngôn ngữ đồ họa khác, biểu diễn các khối chức năng và luồng dữ liệu, thích hợp cho điều khiển quy trình và tính toán. Structured Text (ST) là ngôn ngữ văn bản mạnh mẽ, tương tự Pascal hay C, lý tưởng cho các thuật toán phức tạp và xử lý dữ liệu. Ngoài ra còn có Instruction List (IL – ngôn ngữ hợp ngữ cấp thấp) và Sequential Function Chart (SFC – ngôn ngữ mô tả trình tự). Trong khuôn khổ lập trình PLC cơ bản, Ladder Logic thường được ưu tiên vì tính trực quan và dễ tiếp cận của nó.
2. Các bước lập trình PLC cơ bản
Quá trình lập trình PLC bao gồm một chuỗi các bước có hệ thống đảm bảo chương trình hoạt động đúng đắn và hiệu quả. Bước đầu tiên là phân tích yêu cầu bài toán, trong đó kỹ sư phải xác định rõ ràng các đầu vào (Inputs) như nút nhấn, cảm biến tiệm cận, cảm biến quang; các đầu ra (Outputs) như đèn báo, động cơ, van điện từ; và đặc biệt là logic điều khiển mong muốn (ví dụ: nhấn nút A, động cơ chạy; nhấn nút B, động cơ dừng). Việc này giúp định hình toàn bộ chương trình và tránh sai sót từ ban đầu.
Sau khi phân tích, kế tiếp là lựa chọn phần cứng PLC phù hợp. Việc lựa chọn PLC dựa trên một số yếu tố quan trọng như số lượng và loại đầu vào/ra (digital, analog), yêu cầu về tốc độ xử lý, dung lượng bộ nhớ, và các tính năng truyền thông cần thiết. Ví dụ, một bài toán điều khiển đơn giản chỉ cần một PLC nhỏ gọn với vài chục I/O, trong khi một hệ thống phức tạp sẽ yêu cầu một PLC có nhiều module mở rộng và khả năng kết nối mạng.
Làm quen với phần mềm lập trình PLC là một bước không thể thiếu. Mỗi nhà sản xuất PLC (như Siemens với TIA Portal, Rockwell Automation với RSLogix, Mitsubishi với GX Works, Omron với CX-Programmer) đều có phần mềm lập trình riêng. Người học cần dành thời gian để làm quen với giao diện, cách tạo dự án mới, khai báo biến, và sử dụng các công cụ cơ bản trong môi trường lập trình.
Viết chương trình PLC là trọng tâm chính của quá trình này. Đối với lập trình PLC cơ bản, Ladder Logic là ngôn ngữ được khuyến nghị vì tính trực quan của nó. Chương trình được xây dựng bằng cách kéo và thả các thành phần cơ bản như Tiếp điểm (Contacts) đại diện cho đầu vào hoặc trạng thái (ví dụ: nút nhấn Start, cảm biến Stop) và Cuộn dây (Coils) đại diện cho đầu ra hoặc bit điều khiển nội bộ (ví dụ: động cơ chạy, đèn báo). Ngoài ra, các khối chức năng như Timer (Bộ định thời) để tạo độ trễ và Counter (Bộ đếm) để đếm sự kiện cũng được sử dụng rộng rãi. Một ví dụ đơn giản là viết chương trình điều khiển đèn hoặc động cơ chỉ bằng một nút nhấn.
Nạp chương trình vào PLC là bước chuyển giao mã từ máy tính sang bộ điều khiển. Kỹ sư cần kết nối PLC với máy tính thông qua cáp lập trình, cấu hình các thông số truyền thông phù hợp trong phần mềm, và sau đó thực hiện lệnh “Download” hoặc “Transfer” để chương trình được nạp vào bộ nhớ của PLC.
Cuối cùng, kiểm tra và gỡ lỗi chương trình là giai đoạn quan trọng để đảm bảo hệ thống hoạt động đúng theo yêu cầu. Người lập trình sẽ sử dụng chế độ Online Monitoring trong phần mềm để theo dõi trạng thái của các đầu vào, đầu ra, và các biến trong thời gian thực. Bằng cách kích hoạt các đầu vào vật lý hoặc mô phỏng, kỹ sư có thể quan sát cách chương trình phản ứng, tìm ra các lỗi logic và thực hiện các chỉnh sửa cần thiết trực tiếp hoặc offline.
3. Các lệnh và hàm cơ bản trong lập trình PLC (Ladder Logic)
Để lập trình PLC cơ bản bằng Ladder Logic, việc nắm vững các lệnh và hàm cơ bản là điều thiết yếu. Các lệnh này cho phép kỹ sư xây dựng các logic điều khiển từ đơn giản đến phức tạp.
Các lệnh logic là nền tảng của mọi chương trình PLC, bao gồm:
- AND: Thực hiện phép toán logic “và”. Dòng logic chỉ đi qua khi tất cả các tiếp điểm mắc nối tiếp đều đóng (đúng).
- OR: Thực hiện phép toán logic “hoặc”. Dòng logic sẽ đi qua khi ít nhất một tiếp điểm mắc song song đóng (đúng).
- NOT: Đảo ngược trạng thái logic. Một tiếp điểm thường đóng (NC) thực hiện chức năng NOT.
- XOR: Thực hiện phép toán logic “loại trừ hoặc”. Dòng logic đi qua khi chỉ một trong các đầu vào là đúng, không phải cả hai.

Các lệnh Timer (Bộ định thời) được sử dụng để tạo ra các khoảng thời gian trễ hoặc xung trong chương trình.
- ON-Delay (TON): Đầu ra sẽ được kích hoạt sau một khoảng thời gian đặt trước (Preset Time – PT) khi đầu vào của timer được kích hoạt.
- OFF-Delay (TOF): Đầu ra sẽ duy trì trạng thái kích hoạt trong một khoảng thời gian PT sau khi đầu vào của timer bị ngắt.
- Pulse Timer (TP): Tạo ra một xung đầu ra có độ rộng bằng PT khi đầu vào được kích hoạt.
Các lệnh Counter (Bộ đếm) dùng để đếm số lần xảy ra một sự kiện.
- Counter Up (CTU): Đếm tăng lên mỗi khi đầu vào đếm (CU) có một cạnh lên (chuyển từ FALSE sang TRUE). Đầu ra được kích hoạt khi giá trị đếm hiện tại (CV) đạt đến giá trị đặt (PV).
- Counter Down (CTD): Đếm giảm xuống mỗi khi đầu vào đếm (CD) có một cạnh lên.
Các lệnh so sánh được sử dụng để so sánh giá trị giữa hai biến hoặc hằng số.
- Equal (EQ): So sánh bằng.
- Not Equal (NE): So sánh không bằng.
- Greater Than (GT): So sánh lớn hơn.
- Less Than (LT): So sánh nhỏ hơn.
- Greater Than or Equal (GE): So sánh lớn hơn hoặc bằng.
- Less Than or Equal (LE): So sánh nhỏ hơn hoặc bằng.
Các lệnh di chuyển và gán giá trị cho phép thao tác với dữ liệu.
- MOVE: Di chuyển giá trị từ một địa chỉ bộ nhớ này sang một địa chỉ khác.
- SET: Đặt (ghi 1) một bit đầu ra hoặc bit nội bộ.
- RESET: Xóa (ghi 0) một bit đầu ra hoặc bit nội bộ.
4. Ứng dụng lập trình PLC cơ bản trong sản xuất
Lập trình PLC cơ bản có vô số ứng dụng trong môi trường sản xuất công nghiệp, từ các tác vụ đơn giản đến các hệ thống phức tạp, tạo nền tảng cho các quy trình tự động hóa hiệu quả.
Điều khiển đèn và chỉ báo là một trong những ứng dụng cơ bản nhất. PLC được lập trình để bật/tắt đèn báo hiệu (đèn trạng thái máy, đèn cảnh báo lỗi) hoặc đèn chiếu sáng theo các điều kiện cụ thể (ví dụ: đèn sáng khi máy đang chạy, đèn nhấp nháy khi có lỗi).
Điều khiển động cơ là một ứng dụng cốt lõi. PLC có thể điều khiển động cơ khởi động/dừng đơn giản, điều khiển đảo chiều quay, hoặc thậm chí là điều khiển tốc độ (cơ bản) thông qua các thiết bị như biến tần. Một ví dụ điển hình là việc điều khiển động cơ băng tải để vận chuyển sản phẩm.

Điều khiển băng tải là một ứng dụng phổ biến trong các nhà máy. PLC được lập trình để khởi động/dừng băng tải dựa trên tín hiệu từ cảm biến, điều khiển tốc độ băng tải, hoặc dừng băng tải khi sản phẩm đến vị trí xác định, đảm bảo luồng sản phẩm liên tục và hiệu quả.
 Điều khiển van và xi lanh là cần thiết trong nhiều quy trình. PLC có thể điều khiển mở/đóng các van điện từ để điều khiển dòng chất lỏng/khí, hoặc điều khiển chuyển động của các xi lanh khí nén/thủy lực cho các tác vụ như kẹp sản phẩm, đẩy vật liệu.
Điều khiển van và xi lanh là cần thiết trong nhiều quy trình. PLC có thể điều khiển mở/đóng các van điện từ để điều khiển dòng chất lỏng/khí, hoặc điều khiển chuyển động của các xi lanh khí nén/thủy lực cho các tác vụ như kẹp sản phẩm, đẩy vật liệu.
Hệ thống đếm sản phẩm đơn giản cũng là một ứng dụng cơ bản. PLC được lập trình để đếm số lượng sản phẩm đi qua một cảm biến trên băng tải bằng cách sử dụng lệnh Counter. Khi số lượng đạt đến một ngưỡng nhất định, PLC có thể kích hoạt một hành động (ví dụ: dừng băng tải, báo đầy).
5. Các lỗi thường gặp khi lập trình PLC và cách khắc phục
Trong quá trình lập trình PLC cơ bản, người học sẽ thường gặp phải một số lỗi, nhưng việc hiểu rõ các loại lỗi và cách khắc phục là chìa khóa để trở thành một lập trình viên hiệu quả.
Các loại lỗi PLC và cách khắc phục cơ bản
| Loại lỗi | Mô tả | Cách khắc phục cơ bản |
|---|---|---|
| Lỗi Cú pháp | Sai quy tắc viết mã (ví dụ: thiếu dấu chấm phẩy, sai tên lệnh, khai báo biến sai kiểu). Phần mềm biên dịch sẽ báo lỗi. | Đọc kỹ thông báo lỗi của trình biên dịch. Kiểm tra lại cú pháp theo tài liệu hướng dẫn của hãng PLC. Sử dụng chức năng gợi ý mã (code completion) trong phần mềm. |
| Lỗi Logic | Chương trình không hoạt động như mong muốn dù không có lỗi cú pháp. Logic điều khiển sai (ví dụ: điều kiện bật/tắt không đúng, trình tự hoạt động sai). | Sử dụng Online Monitoring để theo dõi trạng thái các biến và dòng logic trong thời gian thực. Bật/tắt từng đầu vào để kiểm tra phản ứng của đầu ra. Chia nhỏ bài toán phức tạp thành các module nhỏ hơn để dễ kiểm tra. Vẽ lại sơ đồ logic hoặc flow chart để hình dung rõ hơn. |
| Lỗi Phần cứng | PLC không kết nối được với máy tính. Đầu vào/đầu ra (I/O) không hoạt động (ví dụ: cảm biến không sáng đèn, động cơ không chạy dù lệnh đã được xuất). Hỏng hóc vật lý của PLC hoặc module. | Kiểm tra cáp kết nối PLC và máy tính (cáp Ethernet, USB, Serial). Kiểm tra địa chỉ IP của PLC và máy tính. Kiểm tra nguồn cấp cho PLC. Kiểm tra dây nối các cảm biến và cơ cấu chấp hành. Kiểm tra đèn báo trạng thái (RUN/STOP, I/O) trên PLC. Thay thế các linh kiện bị hỏng nếu cần. |
| Lỗi Runtime | Lỗi xảy ra khi chương trình đang chạy (ví dụ: tràn bộ nhớ, chia cho 0, lỗi giao tiếp). Thường ít gặp ở PLC cơ bản nhưng có thể xảy ra ở chương trình phức tạp. | Kiểm tra log lỗi của PLC (fault log). Xem xét các phép tính toán học, các vòng lặp, và việc quản lý tài nguyên. Đảm bảo các biến được khai báo đúng kiểu và có kích thước đủ lớn. Tối ưu hóa chương trình để giảm thiểu tài nguyên sử dụng. |
| Lỗi Timing | Trình tự các sự kiện xảy ra quá nhanh hoặc quá chậm, dẫn đến bỏ lỡ tín hiệu hoặc hoạt động không đồng bộ. | Kiểm tra lại các giá trị đặt cho Timer. Đảm bảo thời gian quét của PLC đủ nhanh để bắt kịp các sự kiện tốc độ cao. Sử dụng các hàm xử lý cạnh (rising edge/falling edge detection) để bắt tín hiệu chính xác hơn. |
- Lỗi cú pháp là loại lỗi phổ biến nhất, xảy ra khi chương trình không tuân thủ các quy tắc viết mã của ngôn ngữ lập trình PLC. Ví dụ, sai tên lệnh, thiếu dấu chấm phẩy (đối với Structured Text), hoặc sử dụng sai kiểu dữ liệu. Phần mềm lập trình PLC thường có trình biên dịch (compiler) sẽ phát hiện các lỗi này và báo hiệu bằng thông báo lỗi, giúp lập trình viên dễ dàng xác định và sửa chữa chúng trước khi nạp chương trình vào PLC.
- Lỗi logic phức tạp hơn, xảy ra khi chương trình không hoạt động như mong muốn, mặc dù không có lỗi cú pháp. Điều này là do logic điều khiển bị thiết kế sai, dẫn đến thiết bị không bật/tắt đúng lúc, hoặc quy trình không diễn ra theo trình tự yêu cầu. Ví dụ, một động cơ không chạy mặc dù nút nhấn đã được ấn, hoặc một timer không reset đúng cách.

- Lỗi phần cứng liên quan đến kết nối vật lý hoặc sự cố của các thiết bị. PLC không kết nối được với máy tính (do sai cáp, sai driver, sai địa chỉ IP), lỗi đầu vào/đầu ra (ví dụ: cảm biến không gửi tín hiệu, rơ-le đầu ra bị hỏng), hoặc lỗi nguồn cấp cho PLC. Những lỗi này cần được kiểm tra bằng cách kiểm tra cáp, nguồn điện, và trạng thái đèn báo I/O trên PLC.
Các công cụ gỡ lỗi là rất quan trọng trong phần mềm lập trình PLC. Online Monitoring (Giám sát trực tuyến) cho phép lập trình viên xem trạng thái của các tiếp điểm, cuộn dây, và giá trị của các biến trong thời gian thực khi PLC đang chạy. Cross-Reference (Tham chiếu chéo) giúp tìm tất cả các nơi một biến hoặc địa chỉ được sử dụng trong chương trình, hữu ích khi thay đổi hoặc tìm lỗi liên quan đến biến đó.
Các bước gỡ lỗi hiệu quả bao gồm một phương pháp tiếp cận có hệ thống:
- Kiểm tra từng bước: Bắt đầu từ đầu vào, xác minh xem tín hiệu đầu vào đã được đọc đúng hay chưa. Sau đó, theo dõi luồng logic qua từng bậc thang hoặc khối chức năng.
- Đơn giản hóa chương trình: Nếu chương trình quá phức tạp, hãy thử cô lập phần có lỗi và tạm thời vô hiệu hóa các phần khác để thu hẹp phạm vi tìm kiếm.
- Sử dụng chế độ Force I/O: Một số phần mềm cho phép người dùng buộc trạng thái của đầu vào/ra để kiểm tra các phần logic cụ thể mà không cần tác động vật lý.
- Tìm kiếm thông tin trên mạng: Các diễn đàn, tài liệu hướng dẫn của nhà sản xuất, và cộng đồng trực tuyến là nguồn tài nguyên quý giá để tìm kiếm giải pháp cho các lỗi thường gặp.
6. Tài liệu và nguồn học lập trình PLC cơ bản
Để nắm vững lập trình PLC cơ bản, người học có thể tìm kiếm kiến thức từ nhiều tài liệu và nguồn học khác nhau, đảm bảo một quá trình học tập toàn diện và hiệu quả.
Sách và giáo trình là nguồn tài liệu học tập truyền thống và đáng tin cậy. Các cuốn sách về lập trình PLC của các tác giả uy tín hoặc giáo trình của các trường đại học/cao đẳng thường cung cấp kiến thức nền tảng vững chắc, giải thích chi tiết về cấu trúc PLC, ngôn ngữ lập trình (đặc biệt là Ladder Logic), và các ví dụ thực hành. Việc chọn sách có nhiều bài tập và lời giải sẽ giúp củng cố kiến thức.
Khóa học online và offline là lựa chọn phổ biến cho những người muốn có sự hướng dẫn chuyên sâu và thực hành trực tiếp. Các trung tâm đào tạo chuyên về tự động hóa thường cung cấp các khóa học PLC từ cơ bản đến nâng cao, cung cấp môi trường thực hành với thiết bị thật. Ngoài ra, các nền tảng học trực tuyến như Coursera, Udemy, edX cũng có nhiều khóa học lập trình PLC, cho phép người học tự điều chỉnh tốc độ và thời gian học tập.
Diễn đàn và cộng đồng trực tuyến là nguồn tài nguyên quý giá để học hỏi và giải đáp thắc mắc. Các diễn đàn chuyên ngành về tự động hóa, các nhóm Facebook, hoặc các cộng đồng trên Reddit cho phép người học đặt câu hỏi, chia sẻ kinh nghiệm, và nhận được sự hỗ trợ từ các kỹ sư và lập trình viên PLC có kinh nghiệm.

Website của nhà sản xuất PLC là nguồn tài liệu chính thống và cập nhật nhất. Các hãng như Siemens, Rockwell Automation (Allen-Bradley), Mitsubishi, Omron cung cấp tài liệu hướng dẫn sử dụng phần mềm, hướng dẫn lập trình, ví dụ chương trình mẫu, và các câu hỏi thường gặp (FAQ). Việc truy cập trực tiếp các trang này giúp người học tiếp cận kiến thức chính xác và phù hợp với dòng PLC mà họ đang sử dụng.
Cuối cùng, các kênh Youtube cũng là một nguồn học tập trực quan và miễn phí. Nhiều kênh chuyên về tự động hóa cung cấp các video hướng dẫn từng bước về lập trình PLC, giải thích các khái niệm khó bằng hình ảnh và ví dụ minh họa trực quan, giúp người học dễ dàng tiếp thu kiến thức.
7. Kết luận
Tóm lại, lập trình PLC cơ bản là cánh cửa đầu tiên để bước vào thế giới rộng lớn của tự động hóa trong sản xuất công nghiệp. Việc nắm vững các khái niệm về PLC, các bước lập trình, và đặc biệt là ngôn ngữ Ladder Logic với các lệnh cơ bản như Timer, Counter, và các lệnh logic là điều tối quan trọng. Những kiến thức này không chỉ giúp người học hiểu được cách máy móc hoạt động mà còn cho phép họ thiết kế và triển khai các giải pháp điều khiển tự động cho các quy trình sản xuất đơn giản.
Việc học lập trình PLC cơ bản đòi hỏi sự kiên trì, thực hành liên tục và khả năng gỡ lỗi. Các nguồn tài liệu phong phú từ sách, khóa học, diễn đàn đến website của các nhà sản xuất đều sẵn sàng hỗ trợ hành trình học tập này. Nắm vững kiến thức cơ bản là bước đệm vững chắc để tiến xa hơn, nghiên cứu các ngôn ngữ lập trình PLC phức tạp hơn như Function Block Diagram hay Structured Text, và áp dụng chúng vào các hệ thống tự động hóa tiên tiến của kỷ nguyên Công nghiệp 4.0, đóng góp vào sự phát triển của ngành công nghiệp.