
PLC
Lập Trình Hàm (Functions và Function Blocks) Trong PLC: Chia Nhỏ Để Tối Ưu Hóa Hệ Thống Tự Động Hóa
PLC (Bộ điều khiển logic khả trình) là nền tảng của tự động hóa công nghiệp, với khả năng xử lý dữ liệu PLC phức tạp. Để đạt được hiệu suất tối ưu, lập trình hàm (Functions và Function Blocks) là kỹ thuật không thể thiếu. Bài viết này sẽ đi sâu vào định nghĩa, vai trò và ứng dụng của chúng, giúp các kỹ sư tự động hóa tối ưu hóa cấu trúc chương trình PLC trong hệ thống điều khiển hiện đại.
1. Khái Niệm Hàm (Function – FC) Trong Lập Trình PLC
1.1. Function (FC) là gì trong lập trình PLC?
Function (FC) là một khối chương trình độc lập, được thiết kế để thực hiện một tác vụ cụ thể và không có trạng thái bên trong. Một FC không lưu trữ bất kỳ giá trị dữ liệu nào từ lần thực thi này sang lần thực thi khác. Khi một FC được gọi, nó thực thi logic dựa trên các giá trị đầu vào hiện tại và trả về một hoặc nhiều giá trị đầu ra. Mọi biến (variable) được sử dụng bên trong một FC thường là biến cục bộ, tồn tại chỉ trong phạm vi của lần gọi đó và được khởi tạo lại mỗi khi FC được thực thi.
1.2. Cú pháp và cách hoạt động của Function
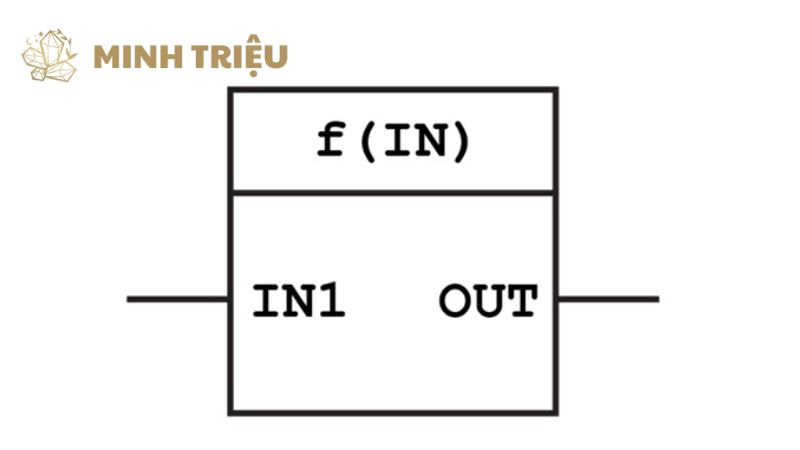
Cú pháp chung để gọi một Function (FC) thường là Call_Function(Input1, Input2) : Output. Khi PLC gặp một lệnh gọi FC trong chu kỳ quét, nó chuyển quyền điều khiển sang FC đó. FC nhận các giá trị đầu vào (Input Parameters). Sau khi thực hiện các phép tính hoặc logic bên trong, nó trả về một giá trị đầu ra (Return Value) hoặc nhiều giá trị thông qua Output Parameters. Bởi vì FC là stateless, mọi tính toán trong FC phụ thuộc hoàn toàn vào các giá trị đầu vào hiện tại. Nếu đầu vào giống nhau, đầu ra của FC sẽ luôn giống nhau, bất kể trạng thái trước đó của hệ thống.
1.3. Ứng dụng phổ biến của Function
Function (FC) được sử dụng rộng rãi cho các tác vụ mang tính tính toán toán học hoặc logic đơn giản. Ví dụ điển hình bao gồm các hàm chuyển đổi đơn vị (ví dụ: FC_ConvertCelsiusToFahrenheit), tính toán giá trị trung bình (FC_CalculateAverage), chuẩn hóa tín hiệu từ cảm biến analog (FC_NormalizeAnalogSignal), hoặc các phép kiểm tra giới hạn và so sánh giá trị. FC rất thích hợp để tạo ra các thư viện hàm tiện ích, có thể được tái sử dụng mã một cách dễ dàng trong nhiều phần khác nhau của chương trình hoặc thậm chí trên nhiều dự án. Chúng đóng góp vào việc tổ chức chương trình PLC bằng cách đóng gói các phép tính lặp lại thành các khối nhỏ gọn.
2. Khái Niệm Khối Chức Năng (Function Block – FB) Trong Lập Trình PLC
2.1. Function Block (FB) là gì trong lập trình PLC?
Function Block (FB) là một khối chương trình độc lập và khác biệt cơ bản với FC ở chỗ nó có trạng thái bên trong (stateful). Một FB không chỉ thực hiện một chức năng cụ thể mà còn có khả năng lưu trữ dữ liệu và giữ lại trạng thái giữa các lần gọi khác nhau. Mỗi khi một FB được tạo ra để sử dụng trong chương trình (gọi là tạo một “instance”), nó sẽ có một vùng dữ liệu riêng biệt. Vùng dữ liệu này thường được gọi là Instance Data Block (IDB) trong PLC Siemens, nơi lưu trữ các biến tĩnh (static variable) hoặc biến instance. Các biến này duy trì giá trị của chúng từ chu kỳ quét này sang chu kỳ quét tiếp theo.
2.2. Cú pháp và cách hoạt động của Function Block
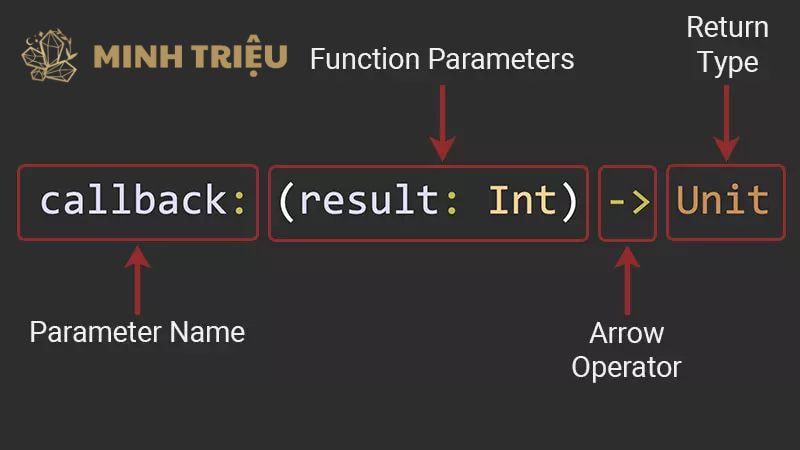
Cú pháp chung để gọi một Function Block (FB) thường là Call_FunctionBlock_Instance(Input1, Input2). Khi một FB được gọi, nó không chỉ nhận các giá trị đầu vào và tạo ra các giá trị đầu ra mà còn có thể đọc và cập nhật các biến tĩnh được lưu trữ trong Instance DB riêng của nó. Do đó, hoạt động của FB trong lần gọi hiện tại có thể phụ thuộc vào trạng thái được lưu từ lần gọi trước. Truyền tham số (parameters) cho FB bao gồm các input (đầu vào), output (đầu ra), và in/out (đầu vào/ra), cho phép tương tác linh hoạt với các phần khác của chương trình. Điều này cho phép FB mô hình hóa các thiết bị hoặc quy trình có bộ nhớ.
2.3. Ứng dụng phổ biến của Function Block
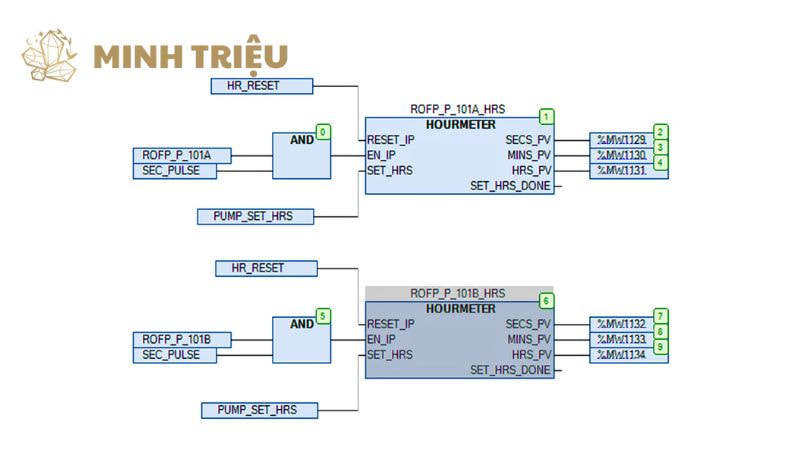
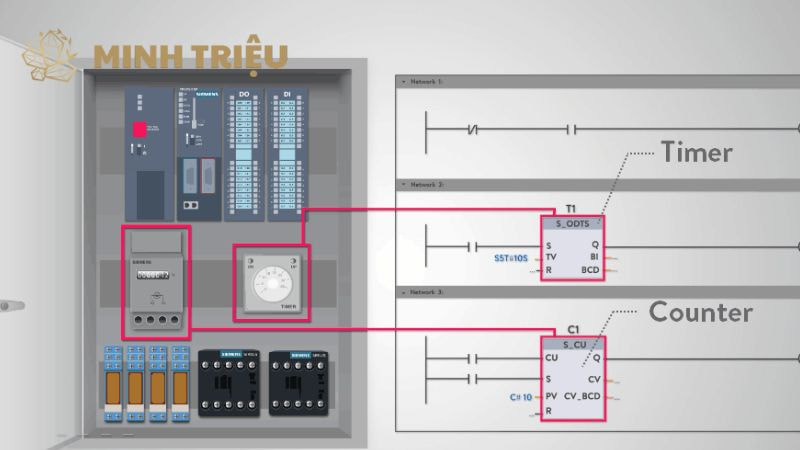
Function Block (FB) được sử dụng rộng rãi cho các module điều khiển phức tạp hoặc đại diện cho một thiết bị vật lý cụ thể. Các ứng dụng thực tế bao gồm điều khiển PID (ví dụ: FB_PIDControl), điều khiển động cơ (ví dụ: FB_MotorControl với trạng thái chạy/dừng, tốc độ cài đặt, báo lỗi), quản lý trạng thái máy móc, bộ đếm có khả năng reset (FB_Counter), bộ định thời (Timer – thường được triển khai dưới dạng FB nội bộ của PLC), hoặc các khối logic tuần tự yêu cầu ghi nhớ trạng thái giữa các bước. FB tăng cường tổ chức chương trình PLC và khả năng quản lý chương trình phức tạp bằng cách đóng gói đầy đủ logic và dữ liệu cho một chức năng cụ thể.
3. Phân Biệt Function (FC) và Function Block (FB)
3.1. Sự khác biệt cốt lõi: Có trạng thái (Stateful) hay không có trạng thái (Stateless)
Sự khác biệt cơ bản và quan trọng nhất giữa Function (FC) và Function Block (FB) nằm ở khả năng lưu trữ trạng thái. FC (Function) là stateless (không có trạng thái), nghĩa là nó không lưu trữ bất kỳ giá trị nào từ lần gọi này sang lần gọi khác. Đầu ra của FC chỉ phụ thuộc hoàn toàn vào các giá trị đầu vào hiện tại. Ngược lại, FB (Function Block) là stateful (có trạng thái). Nó lưu trữ dữ liệu (các biến tĩnh hoặc biến instance) trong một vùng nhớ riêng biệt (Instance DB). Do đó, đầu ra của FB phụ thuộc vào cả các giá trị đầu vào hiện tại và trạng thái (dữ liệu) được lưu từ các lần gọi trước đó.
3.2. Khả năng tái sử dụng và quản lý dữ liệu
Về khả năng tái sử dụng mã và quản lý dữ liệu, cả FC và FB đều mang lại lợi ích nhưng theo những cách khác nhau. FC rất dễ dàng tái sử dụng khi không cần lưu trữ dữ liệu cụ thể cho từng lần sử dụng. Chúng thường chỉ sử dụng biến cục bộ, giúp tránh xung đột dữ liệu. FB cũng có khả năng tái sử dụng rất cao, đặc biệt cho các module phức tạp có dữ liệu riêng. Mỗi instance của FB tạo ra một vùng dữ liệu độc lập, cho phép nhiều bản sao của cùng một FB hoạt động đồng thời mà không ảnh hưởng đến dữ liệu của nhau. Điều này là cốt lõi cho việc mô hình hóa nhiều thiết bị giống hệt nhau.
3.3. Ví dụ minh họa phân biệt trong lập trình PLC
Để minh họa sự khác biệt, hãy xem xét các ví dụ cụ thể trong lập trình PLC.
- Ví dụ FC: Một FC có thể là một hàm tính toán giá trị RMS của dòng điện. Mỗi khi được gọi với một giá trị dòng điện đầu vào, nó sẽ tính toán và trả về giá trị RMS ngay lập tức. FC này không cần ghi nhớ các giá trị dòng điện trước đó hoặc bất kỳ trạng thái nào khác.
- Ví dụ FB: Một FB có thể là một khối điều khiển van khí nén. FB này cần lưu trữ trạng thái hiện tại của van (ví dụ: đang mở, đang đóng, bị kẹt), thời gian đã mở, hoặc cảnh báo lỗi. Mỗi van trong hệ thống sẽ là một “instance” của FB này, mỗi instance có Instance DB riêng để lưu trữ dữ liệu độc lập cho van đó. Khi bạn gọi FB cho Van_1, nó sẽ sử dụng dữ liệu của Van_1. Khi gọi cho Van_2, nó sử dụng dữ liệu của Van_2.
4. Lợi Ích của Lập Trình Hàm trong Hệ Thống Tự Động Hóa
4.1. Tối ưu hóa cấu trúc chương trình PLC
Lập trình hàm mang lại lợi ích đáng kể trong việc tối ưu hóa cấu trúc chương trình PLC. Bằng cách cho phép kỹ sư tự động hóa chia nhỏ chương trình chính thành các module nhỏ hơn và độc lập (FCs và FBs), mỗi module thực hiện một chức năng cụ thể. Điều này giúp tổ chức chương trình PLC một cách rõ ràng và logic hơn, tạo ra một kiến trúc phân cấp dễ theo dõi. Kết quả là giảm đáng kể độ phức tạp của chương trình tổng thể, đặc biệt trong các dự án sản xuất công nghiệp lớn và phức tạp.
4.2. Nâng cao khả năng tái sử dụng mã
Một trong những lợi ích lớn nhất của lập trình hàm là nâng cao khả năng tái sử dụng mã. Các FC và FB có thể được phát triển một lần, kiểm tra kỹ lưỡng, và sau đó được sử dụng nhiều lần trong cùng một dự án hoặc thậm chí được tái sử dụng trong các dự án khác. Điều này giúp giảm đáng kể thời gian lập trình và công sức phát triển, vì không cần phải viết lại cùng một đoạn code. Hơn nữa, việc sử dụng các khối chức năng đã được kiểm định cũng giúp hạn chế sai sót do việc sao chép và dán code thủ công.
4.3. Dễ dàng gỡ lỗi và bảo trì chương trình
Khi chương trình được chia thành các module độc lập như FC và FB, việc gỡ lỗi PLC trở nên dễ dàng hơn rất nhiều. Nếu có lỗi phát sinh, lập trình viên có thể khoanh vùng lỗi trong một FC hoặc FB cụ thể, thay vì phải quét toàn bộ chương trình lớn. Điều này giúp rút ngắn thời gian tìm và sửa lỗi. Tương tự, khi cần thay đổi hoặc cập nhật một chức năng, chỉ cần sửa đổi FC/FB tương ứng mà không ảnh hưởng đến phần còn lại của chương trình. Điều này cải thiện đáng kể bảo trì chương trình và giảm thiểu rủi ro khi thực hiện các thay đổi.
4.4. Cải thiện hiệu suất và quản lý bộ nhớ
Mặc dù việc gọi hàm có một chi phí nhỏ về thời gian thực thi, nhưng việc tối ưu hóa mã bằng cách sử dụng FC/FB đúng cách có thể giúp quản lý bộ nhớ và cải thiện hiệu suất PLC. Bằng cách loại bỏ các đoạn code trùng lặp và tổ chức chương trình một cách logic, PLC có thể xử lý các tác vụ hiệu quả hơn. Trong một số trường hợp, việc chỉ gọi các module cần thiết dựa trên logic điều khiển có thể giảm thời gian quét PLC tổng thể. Tổng thể, việc áp dụng lập trình hàm giúp tăng cường hiệu suất và độ tin cậy của hệ thống điều khiển.
5. Hướng Dẫn Sử Dụng Function và Function Block Hiệu Quả
5.1. Khi nào nên dùng Function (FC)?
Các kỹ sư tự động hóa nên sử dụng Function (FC) khi họ cần thực hiện một phép tính hoặc một đoạn logic đơn giản mà không yêu cầu lưu trữ trạng thái giữa các lần gọi. FC thích hợp cho các hàm tiện ích, các tác vụ chuyển đổi dữ liệu PLC, hoặc các phép toán toán học thuần túy. Ví dụ điển hình bao gồm việc tạo một FC để chuyển đổi nhiệt độ từ độ C sang độ F, hoặc một hàm tính giá trị trung bình của một tập hợp các tín hiệu đầu vào. Vì FC là stateless, chúng rất linh hoạt và dễ dàng được tái sử dụng ở bất kỳ đâu không cần “bộ nhớ”.
5.2. Khi nào nên dùng Function Block (FB)?
Ngược lại, nên sử dụng Function Block (FB) khi bạn cần mô hình hóa một thiết bị hoặc một chức năng phức tạp yêu cầu lưu trữ trạng thái giữa các lần gọi. FB thích hợp cho các module điều khiển động cơ (có trạng thái chạy/dừng, tốc độ cài đặt), van (trạng thái mở/đóng, thời gian hoạt động), các khối điều khiển PID, bộ đếm có thể reset, hoặc các khối logic tuần tự. Mỗi instance của FB sẽ đại diện cho một đối tượng cụ thể trong hệ thống, với dữ liệu và trạng thái riêng biệt của nó, giúp quản lý hệ thống điều khiển phức tạp một cách rõ ràng.
5.3. Quản lý tham số và kiểu dữ liệu
Để sử dụng Function (FC) và Function Block (FB) hiệu quả, việc quản lý tham số và kiểu dữ liệu là cực kỳ quan trọng. Luôn khai báo rõ ràng các tham số đầu vào (Input), đầu ra (Output), và đầu vào/ra (InOut) cho cả FC và FB. Điều này đảm bảo rằng các giá trị được truyền vào và ra khỏi khối chương trình một cách chính xác. Hơn nữa, phải đảm bảo kiểu dữ liệu của tham số phù hợp giữa nơi gọi và FC/FB để tránh lỗi runtime. Việc sử dụng biến cục bộ bên trong FC/FB cũng được khuyến khích để tránh xung đột với các biến toàn cục và duy trì tính độc lập của module.
5.4. Lưu ý về instance và Instance DB (cho FB)
Đối với Function Block (FB), một lưu ý quan trọng là khái niệm “instance” và Instance Data Block (IDB). Mỗi lần bạn muốn sử dụng một FB trong chương trình của mình, bạn cần tạo một “instance” của FB đó. Ví dụ, nếu bạn có một FB để điều khiển động cơ, và bạn có ba động cơ, bạn sẽ tạo ba instance của FB đó (ví dụ: Motor1_FB, Motor2_FB, Motor3_FB). Với PLC Siemens, mỗi instance của FB sẽ yêu cầu một Instance Data Block (IDB) riêng biệt. IDB này là nơi lưu trữ các biến tĩnh (biến instance) và các tham số của FB đó, đảm bảo rằng mỗi động cơ có dữ liệu riêng biệt. Đặt tên instance rõ ràng là chìa khóa để dễ dàng quản lý chương trình và gỡ lỗi PLC.
6. Vai Trò Của Lập Trình Hàm Trong Bối Cảnh Công Nghiệp 4.0
6.1. Hỗ trợ phát triển hệ thống điều khiển phức tạp
Trong kỷ nguyên công nghiệp 4.0, các hệ thống điều khiển ngày càng tích hợp nhiều công nghệ tiên tiến như IIoT (Industrial Internet of Things), trí tuệ nhân tạo (AI), robot và phân tích dữ liệu lớn. Lập trình hàm đóng vai trò quan trọng. Nó cho phép các kỹ sư tự động hóa chia nhỏ sự phức tạp vốn có của những hệ thống này, phát triển các module điều khiển chuyên biệt cho từng công nghệ hoặc thiết bị. Điều này giúp quản lý các dự án lớn, nhiều bên tham gia một cách hiệu quả hơn, đảm bảo tính đồng bộ và tích hợp của hệ thống.
6.2. Thúc đẩy tiêu chuẩn hóa và tái sử dụng trong sản xuất
Function (FC) và Function Block (FB) là công cụ tuyệt vời để thúc đẩy tiêu chuẩn hóa và tái sử dụng mã trong sản xuất công nghiệp. Các khối chức năng đã được kiểm định (ví dụ: khối điều khiển động cơ tiêu chuẩn, khối giao tiếp truyền thông, hoặc khối xử lý cảnh báo) có thể được lưu trữ trong thư viện và tái sử dụng trên nhiều dây chuyền sản xuất, thậm chí trên nhiều nhà máy khác nhau. Điều này không chỉ giúp đẩy nhanh tốc độ triển khai dự án, giảm thiểu lỗi do lập trình thủ công mà còn tăng cường đáng kể độ tin cậy và tính nhất quán của các hệ thống tự động hóa.
6.3. Tăng khả năng bảo trì và nâng cấp hệ thống
Với các module được đóng gói độc lập trong FC/FB, việc bảo trì chương trình trở nên đơn giản hơn rất nhiều. Khi có nhu cầu nâng cấp một tính năng cụ thể hoặc thực hiện một thay đổi nhỏ, chỉ cần sửa đổi module liên quan mà không cần can thiệp sâu vào toàn bộ chương trình. Điều này giảm thiểu rủi ro gây ra các lỗi không mong muốn ở những phần khác của hệ thống. Khả năng bảo trì linh hoạt này là cực kỳ quan trọng đối với các hệ thống cần hoạt động liên tục và ổn định trong môi trường sản xuất công nghiệp, nơi thời gian ngừng máy có thể gây thiệt hại lớn.
7. Kết Luận
Lập trình hàm (Functions và Function Blocks) là những kỹ thuật cốt lõi. Chúng đóng vai trò không thể thiếu trong việc phát triển các chương trình PLC hiện đại và phức tạp trong môi trường sản xuất công nghiệp. Bằng cách phân biệt rõ ràng giữa Function (FC) không trạng thái và Function Block (FB) có trạng thái, các kỹ sư tự động hóa có thể lựa chọn công cụ phù hợp nhất để tổ chức chương trình PLC.
Điều này giúp tăng cường khả năng tái sử dụng mã, đơn giản hóa quá trình gỡ lỗi PLC, và cải thiện đáng kể bảo trì chương trình. Trong bối cảnh công nghiệp 4.0, việc nắm vững lập trình hàm không chỉ là một kỹ năng quan trọng mà còn là yếu tố then chốt để xây dựng các hệ thống điều khiển hiệu quả, linh hoạt, và dễ mở rộng.